Your Responsible Supplier Partner for Oil and Gas Products.
Pipe Coating Equipment
Recent Products





Rencent Articles










Pipe Coating Equipment
Coating scope: Internal FBE + external 3PE anti-corrosion coatings.
Pipe range: φ508–φ1620 mm, 8.5–13 m length.
Pipe type: Suitable for spiral welded and longitudinal welded pipes.
Pipe weight: Supports up to 12 tons per pipe.
Capacity: External 3PE ≥350 m²/h; internal coating up to 260 m²/h.
Main process: Shot blasting, heating, spraying, extrusion, cooling and inspection.
Surface preparation: Sa2.5 rust removal for internal and external surfaces.
Inspection: Electric spark holiday detection up to 25KV.
Application: Buried pipelines, water transmission and large-diameter welded pipe coating.
Pipe coating equipment is used to prepare, heat, coat, cool and inspect steel pipes before they are released for pipeline anti-corrosion service. For large-diameter welded pipes, the equipment is not only a coating machine, but a complete production line that controls surface preparation, internal coating coverage, external coating bonding, cooling stability and final inspection.
This pipe coating equipment is designed for internal FBE coating and external 3PE anti-corrosion coatings on large-diameter steel pipes. The line covers pipe feeding, storage platform, external shot blasting, internal shot blasting, medium-frequency heating, internal epoxy powder spraying, external epoxy powder spraying, AD adhesive and PE extrusion side wrapping, circulating water cooling, inspection, pipe end grinding, marking and final packing.
For procurement teams, the main concern is not only whether the equipment can apply coating. The more important points are pipe size range, pipe weight capacity, heating power, coating process stability, inspection method and whether the final coated pipe can meet project acceptance requirements.


Pipe Coating Equipment Specifications
The following configuration is suitable for large-diameter welded steel pipes requiring both internal coating and external coating before delivery to buried pipeline, water transmission or industrial anti-corrosion projects.
| Item | Technical Data | Procurement Check Point |
|---|---|---|
| Applicable Pipe OD | φ508–φ1620 mm | Confirm the final pipe range before line design |
| Pipe Length | 8.5–13 m | Affects conveyor length and workshop layout |
| Max Wall Thickness | 18 mm max | Related to pipe weight and heating load |
| Max Pipe Weight | 12 tons per pipe | Important for rack, roller and transfer vehicle design |
| Applicable Pipe Type | Spiral welded pipe and longitudinal welded pipe | Suitable for SSAW and LSAW pipe coating projects |
| External Coating Capacity | 3PE ≥350 m²/h | Used to estimate daily output |
| Internal Coating Capacity | Up to 260 m²/h | Check with pipe ID and coating thickness |
| Compressed Air Pressure | 0.6–0.7 MPa | Air should be free from oil, water and impurity particles |
| Cooling Water Requirement | Equipment: 150 m³/h; product cooling: up to 200 m³/h | Confirm workshop water supply and cooling system |
Internal Coating System for FBE Epoxy Powder Spraying
The internal coating section is configured for FBE epoxy powder spraying inside large-diameter steel pipes. Before coating, the inner surface is cleaned by internal shot blasting to remove rust and create the required anchor pattern. After blasting, the pipe passes through an internal purge process to remove residual dust before heating and spraying.
During operation, the spray gun trolley sends the internal spray gun into the pipe. The pipe continues moving through the medium-frequency heating section until it reaches the required temperature for epoxy powder application. The internal epoxy powder spraying system applies the coating on the inner wall, while the powder recovery system collects unused powder to support stable production and cleaner operation.
This section is important for water transmission pipes and other pipeline projects where the internal pipe surface must be protected before hydrotest, commissioning and long-term service.

External Coating System for 3PE Anti-Corrosion Coatings
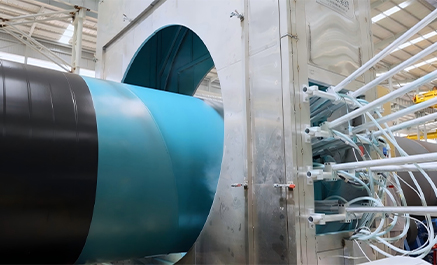
The external coating section is designed to form 3PE anti-corrosion coatings on the outer surface of steel pipes. After external shot blasting and surface dust treatment, the pipe is heated by a medium-frequency heating system. Epoxy powder is then applied as the first corrosion protection layer, followed by AD adhesive and polyethylene extrusion side wrapping.
The finished 3PE structure provides external anti-corrosion protection for buried steel pipeline service. For pipeline projects, external coating quality is usually judged by surface preparation, bonding between layers, coating continuity, cooling stability, holiday detection and pipe end cutback condition.
In this line, the external coating section is not only a PE wrapping unit. It includes surface cleaning, heating, epoxy powder spraying, adhesive application, PE extrusion, water cooling, inspection, pipe end grinding, marking and packing. This makes the system more suitable for project-based anti-corrosion coatings where inspection and release records are required before shipment.
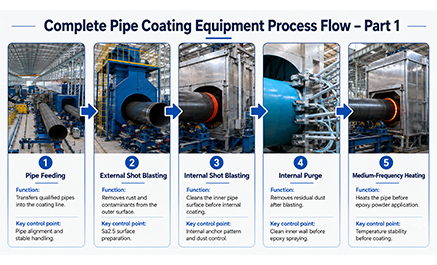
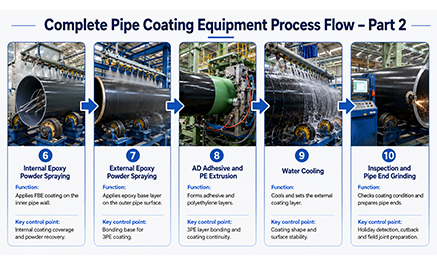
Complete Pipe Coating Equipment Process Flow
A complete pipe coating line should show the buyer how steel pipes move through each process section, where coating quality is controlled and where inspection takes place.
| Process Step | Function | Key Control Point |
|---|---|---|
| Pipe Feeding | Transfers qualified pipes into the coating line | Pipe alignment and stable handling |
| External Shot Blasting | Removes rust and contaminants from the outer surface | Sa2.5 surface preparation |
| Internal Shot Blasting | Cleans the inner pipe surface before internal coating | Internal anchor pattern and dust control |
| Internal Purge | Removes residual dust after blasting | Clean inner wall before epoxy spraying |
| Medium-Frequency Heating | Heats the pipe before epoxy powder application | Temperature stability before coating |
| Internal Epoxy Powder Spraying | Applies FBE coating on the inner pipe wall | Internal coating coverage and powder recovery |
| External Epoxy Powder Spraying | Applies epoxy base layer on the outer pipe surface | Bonding base for 3PE coating |
| AD Adhesive and PE Extrusion | Forms adhesive and polyethylene layers | 3PE layer bonding and coating continuity |
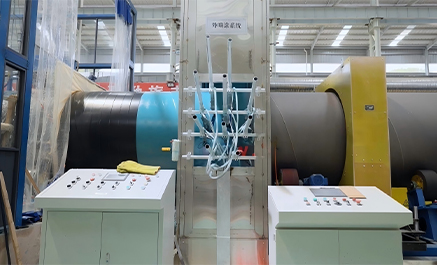
| Water Cooling | Cools and sets the external coating layer | Coating shape and surface stability |
| Inspection and Pipe End Grinding | Checks coating condition and prepares pipe ends | Holiday detection, cutback and field joint preparation |
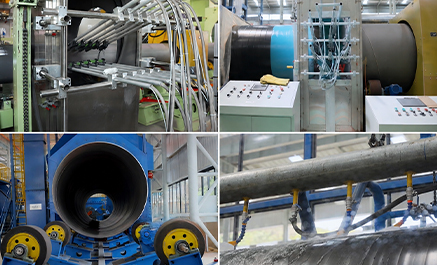
Main Components of Pipe Coating Equipment
For procurement review, the equipment scope should be clear before technical and commercial comparison. A complete pipe coating equipment package may include the following sections.
| Equipment Section | Main Configuration | Function in Coating Line |
|---|---|---|
| Internal Shot Blasting System | Two internal blasting units for different pipe ranges | Inner surface rust removal before internal coating |
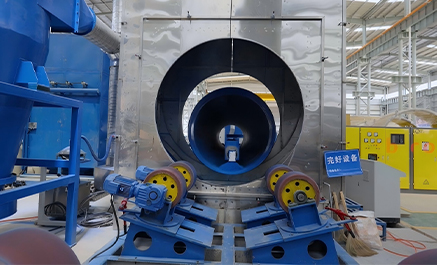
| External Shot Blasting System | Blasting chamber, shot blasters, hoist, separator and dust removal system | Outer surface cleaning and anchor profile formation |
| Spiral Conveyor Line | Normal-temperature and high-temperature roller sections | Pipe rotation and movement through each coating stage |
| Internal Purge System | Dust box, purge fan, trolley and rotary platform | Removes residual dust after internal blasting |
| Internal Epoxy Powder Spraying System | Internal spray gun, powder chamber and recovery system | Applies FBE coating to the inner pipe wall |
| Medium-Frequency Heating System | 1500KW heating system with closed cooling tower | Heats pipe before internal and external epoxy coating |
| External Powder Coating System | External powder room, recovery system and 12 electrostatic spray guns | Applies the epoxy base layer for 3PE coating |
| Extruder System | One 200/33 extruder and one 80/30 extruder | Applies AD adhesive and PE layer |
| Water Cooling System | Cooling water spray, isolation frame, pumps, cooling tower and piping | Cools and stabilizes the external coating |
| Electric Spark Inspection | Maximum detection voltage: 25KV | Checks coating discontinuity and holidays |

Inspection and Quality Control Points
For anti-corrosion coatings, inspection should start before coating begins. Pipe dimensional error, weld bead height, surface cleanliness and handling stability all affect the final coating result. Before entering the coating line, the pipe should meet the required dimensional condition, including OD tolerance, ovality, straightness and smooth weld transition.
Surface preparation is a key release point. Both internal and external shot blasting are designed to achieve Sa2.5 rust removal grade. After internal blasting, dust must be removed before epoxy powder spraying. For the external 3PE coating process, surface dust treatment, heating stability, epoxy powder coverage, adhesive application and PE extrusion continuity should be controlled before cooling.
Final inspection should cover coating appearance, coating continuity, pipe end grinding condition and electric spark inspection. The line includes electric spark inspection with a maximum detection voltage of 25KV, which is important for checking coating holidays before the finished pipes are marked and packed.


Applicable Standards for Anti-Corrosion Coating Production
The coating equipment can be configured according to the required project standard. The standard should be confirmed before technical proposal preparation, because it affects coating structure, surface preparation, inspection method and documentation scope.
| Standard | Related Scope | Use in Project Review |
|---|---|---|
| API SPEC 5L | Line pipe specification | Used when coating API line pipes for pipeline projects |
| CJ/T 120-2016 | Coated plastic composite steel pipe for water supply | Relevant for water transmission and water supply pipeline applications |
| GB/T 23257-2017 | Polyethylene anti-corrosion coating for buried steel pipeline | Used for external 3PE coating requirements |
| DIN 30670-1:2024-01 | Factory-applied extruded polyethylene coatings of steel pipes and fittings | Supports factory-applied PE coating acceptance |
Applications of Pipe Coating Equipment
Buried Steel Pipeline Before Trench Lowering
For buried steel pipeline projects, external anti-corrosion coating must resist soil corrosion, transportation impact, lowering-in damage and backfilling stress. External 3PE coating is commonly selected because the epoxy layer provides corrosion protection, the adhesive layer supports bonding and the PE layer improves mechanical protection.
This pipe coating equipment helps pipe manufacturers complete factory-applied anti-corrosion coatings before pipes are shipped to the construction site. Compared with temporary field coating, factory coating gives the buyer better control over surface preparation, heating, coating continuity and inspection release.
Water Transmission Pipe With Internal FBE Coating
For water transmission pipelines, internal coating is used to protect the inner pipe wall and reduce corrosion risk during service. The internal FBE coating section is suitable for projects where the pipe inner surface must be cleaned, heated and coated before hydrotest, commissioning and long-term operation.
The combination of internal epoxy coating and external 3PE coating is suitable for large-diameter water pipeline projects where both inner wall protection and buried external corrosion resistance are required.
Large-Diameter Welded Pipe Coating Before Field Welding
Large-diameter SSAW and LSAW pipes require stable handling during blasting, heating, spraying, extrusion and cooling. Pipe weight, pipe straightness, weld bead height and roller load all affect continuous coating operation.
This equipment configuration is designed for heavy welded pipes. The pipe transfer vehicle, spiral conveyor line, pipe rack, operation vehicle and bevel grinding system help move, position and release the pipe through the coating process. Pipe end grinding also prepares the cutback area for field welding and joint coating.
Why Choose Octal for Pipe Coating Equipment Projects
Octal supports pipe coating equipment projects from technical clarification to equipment configuration and procurement review. Before preparing a quotation, we help customers confirm pipe OD range, pipe length, wall thickness, pipe weight, coating type, standard, production capacity and inspection requirements.
For buyers, this reduces the risk of selecting an under-sized line or paying for unnecessary capacity. It also helps align the technical proposal with the real project scope, including internal FBE coating, external 3PE coating, pipe handling system, heating power, inspection points and documentation.
Octal can support project teams with equipment scope review, process flow clarification, technical proposal preparation and communication with the production line manufacturer.
Ordering Notes for Pipe Coating Equipment
To prepare a suitable technical proposal and quotation for pipe coating equipment, please confirm the following information:
1. Pipe OD range
2.Pipe length range
3.Wall thickness and maximum pipe weight
4.Pipe type: SSAW, LSAW, ERW or seamless
5.Required coating type: internal FBE, external 3PE, 3LPE, 3LPP or other coating
6.Required coating standard
7.Target production capacity
8.Workshop layout and available space
9.Power supply voltage and frequency
10.Compressed air and cooling water conditions
11.Inspection and testing requirements
12.Destination country and delivery schedule








