Your Responsible Supplier Partner for Oil and Gas Products.
Oxygen Generator
Recent Products





Rencent Articles








Oxygen Generator
Oxygen Concentration: 30% to 94% vol. O₂
Oxygen Capacity: 20 to 200,000 Nm³/h
Load Regulation: 20% to 100%
Operating Mode: Continuous automatic operation
Control System: PLC and HMI with process interlocks
Delivery Pressure: Low-pressure oxygen; booster available
Installation: Modular, skid-mounted, or field-assembled
VPSA Oxygen Generator for continuous On-Site Oxygen Generation.
Available from VPSA-800 to VPSA-15000 and engineered large-capacity industrial systems.
An Oxygen Generator separates oxygen from ambient air and supplies it directly to an industrial process without relying entirely on cylinders or scheduled liquid-oxygen deliveries. In a production plant, however, the generator cannot be evaluated as an isolated machine. Oxygen concentration, usable flow at the specified concentration, delivery pressure, load response, specific power consumption and backup philosophy must all match the downstream process.
For continuous medium- and large-volume demand, a VPSA Oxygen Generator normally uses a low-pressure air supply, zeolite adsorption beds and vacuum-assisted regeneration. The product oxygen enters a buffer vessel before being delivered to the user header or compressed to the required downstream pressure. Smaller installations may instead use an industrial PSA oxygen generator plant, where compressed air provides the adsorption pressure and the beds regenerate by depressurization.
Our available range covers oxygen-enrichment duties as well as conventional industrial oxygen production. The final system is selected from actual operating data rather than nominal capacity alone. Required oxygen concentration, net output, delivery pressure, load profile, and site conditions are reviewed together because the same nominal flow rate can require different airflow, adsorbent volume, vacuum capacity, buffer sizing, and power consumption.
VPSA Oxygen Generator Specifications
Our VPSA Oxygen Generator systems can be engineered for different oxygen capacities, concentrations, delivery pressures, and operating load ranges. Each configuration is matched to the actual process demand, site elevation, ambient conditions, available utilities, and required redundancy to maintain the specified output under the project operating conditions.
| Technical Item | Available Range or Configuration | Engineering Note |
|---|---|---|
| Product oxygen concentration | 30%–94% vol. O₂ | Lower concentrations apply to oxygen-enrichment duties, while conventional VPSA product oxygen is generally designed near the upper end of the range. |
| Oxygen production capacity | 20–200,000 Nm³/h | Available output depends on the specified oxygen concentration, reference conditions, site elevation, and process configuration. |
| Reference VPSA model range | VPSA-800 to VPSA-15000 and engineered large-capacity systems | Model designations indicate a reference nominal capacity. Final equipment sizing is matched to the required oxygen output, concentration, pressure, and operating conditions. |
| Load regulation | 20%–100%, subject to the selected process arrangement | The stable turndown range is determined by oxygen concentration, adsorption-cycle design, equipment arrangement, and downstream demand variation. |
| Start-up time | Up to approximately 15 minutes for configured rapid-start operation | Start-up performance depends on the standby condition, utility availability, system temperature, and required oxygen concentration. |
| Operating mode | Continuous automatic operation | Normal operation can be automated through sequential control, equipment-status monitoring, alarms, and shutdown interlocks. |
| Product delivery pressure | Low-pressure oxygen as generated; oxygen booster available | The delivery system is configured according to the pressure required at the process battery limit, including downstream piping losses where applicable. |
| Control system | PLC and HMI with process interlocks | Remote monitoring, operating-data logging, alarm records, and DCS communication can be integrated into the control architecture. |
| Adsorbent | Oxygen-selective zeolite molecular sieve | Adsorbent quantity, vessel geometry, and bed arrangement are calculated from the required capacity, oxygen concentration, airflow, and adsorption cycle. |
| Feed-air system | Filtered air supplied by a blower or project-specific compression arrangement | VPSA systems normally operate at a substantially lower adsorption pressure than conventional PSA oxygen generators. |
| Regeneration system | Vacuum-assisted desorption | Vacuum-pump capacity, operating vacuum, cooling arrangement, and redundancy are selected according to the adsorption cycle and plant availability requirements. |
| Installation form | Modular, skid-supported, or field-assembled | Larger plants may use separately installed adsorption vessels, blowers, vacuum pumps, buffer vessels, and piping modules. |
| Duty arrangement | Single train, parallel trains, or redundant rotating equipment | The arrangement is selected according to the permissible production interruption, maintenance strategy, operating flexibility, and required system availability. |
Oxygen output is defined at the specified product concentration and agreed reference conditions, so the stated capacity reflects the net usable oxygen delivered by the system. Flow measurement basis, delivery pressure, and treatment of gas released during switching or off-spec operation are confirmed during system design to keep performance data consistent and comparable.


VPSA Oxygen Generator Models
The VPSA model range covers different levels of continuous industrial oxygen demand, from localized process supply to large centralized oxygen systems. Adsorber volume, blower output, vacuum-pump capacity, oxygen buffer sizing, and booster configuration are matched to the required oxygen concentration, operating load, delivery pressure, and site conditions.
| Model | Reference Nominal Oxygen Output | Suitable Project Scale | Typical Configuration Approach |
|---|---|---|---|
| VPSA-800 Oxygen Generator | Approximately 800 Nm³/h | Localized industrial oxygen demand or a smaller process line | Compact VPSA train with low-pressure oxygen delivery and an optional booster compressor. |
| VPSA-1200 Oxygen Generator | Approximately 1,200 Nm³/h | Small to medium continuous industrial process | Single-train configuration with duty/standby blower or vacuum-pump arrangements available when required. |
| VPSA-1500 Oxygen Generator | Approximately 1,500 Nm³/h | Medium-scale continuous industrial oxygen service | Automated continuous operation with adsorption-cycle control, oxygen buffering, and optional pressure boosting. |
| VPSA-5000 Oxygen Generator | Approximately 5,000 Nm³/h | Large wastewater-treatment, combustion-enrichment, or process-oxygen project | Field-integrated adsorption vessels with separate blower, vacuum, oxygen-buffer, and control modules. |
| VPSA-6000 Oxygen Generator | Approximately 6,000 Nm³/h | Heavy-duty continuous oxygen demand | Engineered utility plant with rotating-equipment redundancy selected according to production-continuity requirements. |
| VPSA-15000 Oxygen Generator | Approximately 15,000 Nm³/h | Large industrial utility system or centralized oxygen header | Multi-module or large-train arrangement designed around the required oxygen concentration, load profile, energy target, and site conditions. |
Each model designation indicates a reference nominal oxygen capacity. Final system selection is based on the complete operating duty, including net oxygen output, product concentration, battery-limit pressure, site elevation, ambient temperature, and required load range. For example, a VPSA-15000 system can be configured around a duty point of 15,000 Nm³/h at 92% vol. O₂, with the equipment arrangement adjusted to the actual installation and process requirements.
Oxygen Generation System
A complete Oxygen Generation System consists of several coordinated process sections. The adsorption vessels are central to oxygen separation, but stable production also depends on feed-air quality, valve timing, vacuum performance, buffer sizing, analyzer response and downstream pressure control.
Feed-air intake and filtration
Ambient air first passes through an inlet filter that removes airborne dust and protects the blower, valves and adsorption beds. The filtration arrangement is selected according to local conditions. A cement plant with fine mineral dust, for example, requires a different intake and maintenance strategy from a clean indoor utility room.
Bulk liquid water, oil aerosols and contaminants that could damage the molecular sieve or enter the oxygen stream must be controlled before adsorption. Where the site air contains corrosive vapours, unusually high humidity or process dust, these conditions must be declared during the design stage.
Low-pressure air supply
For a typical VPSA process, a blower supplies filtered air to the adsorption vessels at relatively low pressure. This is an important distinction from PSA technology, which commonly relies on a higher-pressure compressed-air system.
Blower capacity is matched to the adsorption cycle, product flow and expected turndown. Inlet temperature, pressure loss and site elevation affect the actual air mass flow, so equipment selected only from sea-level nameplate data can be undersized at high-altitude locations.
Adsorption separation
The conditioned air enters one or more vessels containing zeolite molecular sieve. Nitrogen is preferentially adsorbed, together with moisture and carbon dioxide that remain in the treated air stream. Oxygen and argon pass through the bed and leave as oxygen-enriched product gas.
The product is not normally pure oxygen. Argon present in atmospheric air passes through the adsorption process with oxygen, which is one reason adsorption-based generators generally produce oxygen in the low-to-mid 90% range rather than cryogenic-purity oxygen.
Pressure equalization and switching
As the active adsorption bed approaches its operating loading limit, automatic valves isolate it from feed air. Depending on the process design, pressure equalization transfers part of the gas to another vessel and reduces switching losses.
Valve opening sequence and switching time are controlled by the PLC. Poor synchronization can cause pressure disturbance, product loss or temporary oxygen-concentration deviation, so the valve system is part of the separation process rather than a secondary piping accessory.
Vacuum regeneration
After depressurization, the vacuum system lowers the pressure in the saturated bed and releases the adsorbed nitrogen. Vacuum-assisted desorption allows the molecular sieve to recover its adsorption capacity before the next production cycle.
The bed may then undergo purge, pressure equalization and repressurization before returning to adsorption duty. Multiple beds alternate between adsorption and regeneration so that product oxygen continues to flow while one bed is being restored.
Product oxygen buffering
Oxygen leaving the adsorbers enters an oxygen buffer vessel. The buffer does not serve only as storage. It dampens pressure pulsation from bed switching, gives the analyzer time to confirm product concentration and provides short-term separation between the cyclic generator and the downstream process.
Buffer sizing should therefore consider the user’s demand fluctuation, permissible pressure variation, switching cycle and response of the downstream control valve. An undersized buffer can make a stable generator appear unstable at the plant header.
Oxygen compression and delivery
VPSA product oxygen is normally generated at low pressure. When the process requires a higher delivery pressure, an oxygen-compatible booster compressor is installed downstream of the buffer vessel.
The proposal should distinguish clearly between generator outlet pressure and guaranteed battery-limit pressure. Pressure loss through coolers, filters, meters, check valves and interconnecting piping must be included. Oxygen-contact components should be selected, cleaned, protected and assembled for oxygen service.
Automatic control and off-spec protection
The PLC coordinates the blower, adsorption beds, vacuum pumps, switching valves, oxygen analyzer and product delivery system. Typical monitored variables include:
● Product oxygen concentration
● Oxygen flow and pressure
● Adsorber pressure
● Blower discharge condition
● Vacuum level
● Valve position feedback
● Motor current and equipment status
● Buffer-vessel pressure
Where required, oxygen below the specified concentration is prevented from entering the user header through automatic diversion, venting or isolation logic. The exact response should be described in the control philosophy rather than left as an undefined “automatic protection” function.
VPSA Oxygen Generator Process Flow
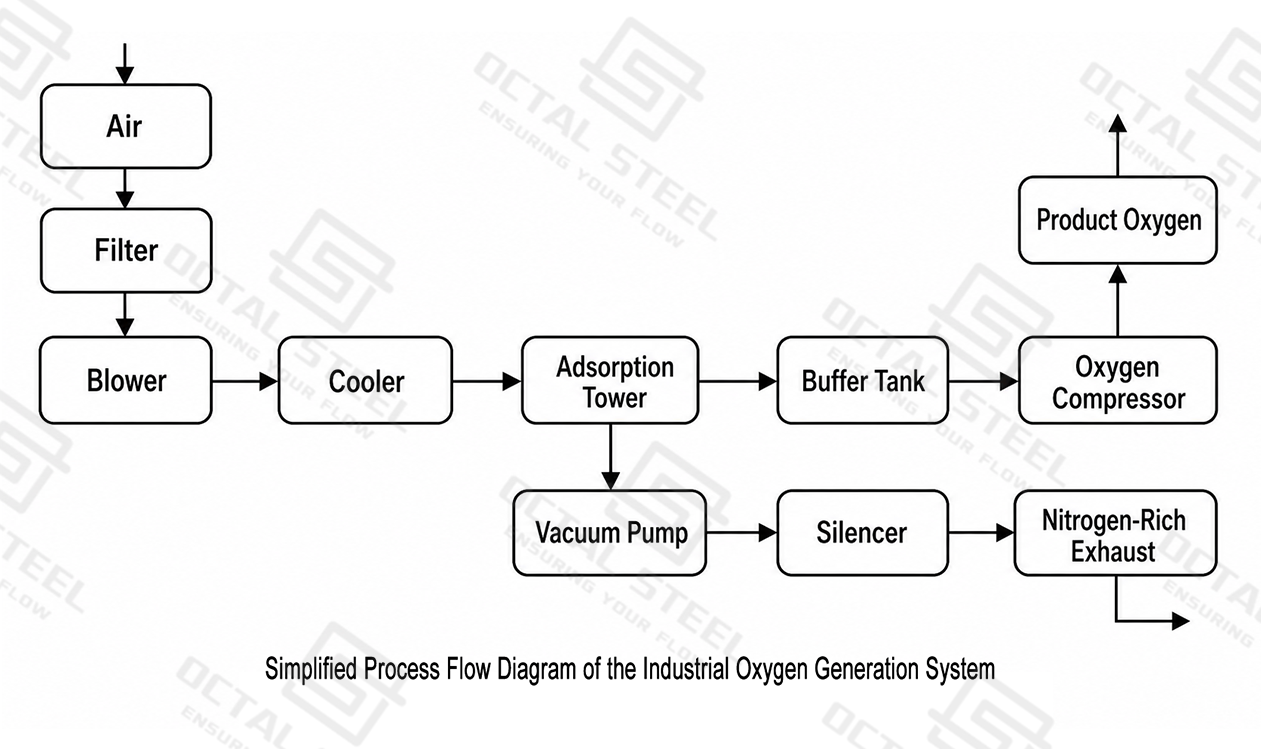
The VPSA oxygen generation process starts with ambient air entering the filtration section, where dust and suspended particles are removed before the air reaches the blower. The blower then raises the air to the low operating pressure required by the adsorption stage. A cooler reduces the air temperature before it enters the adsorption tower, helping maintain stable molecular-sieve performance and limiting the thermal effect of compression.
Ambient Air → Filter → Blower → Cooler → Adsorption Tower → Buffer Tank → Oxygen Compressor → Product Oxygen
Inside the adsorption tower, zeolite molecular sieve preferentially adsorbs nitrogen while oxygen-enriched gas passes through the bed. The product gas then enters the buffer tank, which smooths the pressure and flow fluctuations created by the cyclic adsorption process. Where the downstream process requires a higher delivery pressure, the oxygen is compressed before being transferred to the product oxygen header.
The regeneration route removes the nitrogen-rich gas retained by the molecular sieve:
Adsorption Tower → Vacuum Pump → Silencer → Nitrogen-Rich Exhaust
When the adsorption bed approaches its operating capacity, the vacuum pump lowers the pressure inside the tower and releases the adsorbed nitrogen. The exhaust gas passes through a silencer before being discharged. After vacuum desorption and repressurization, the regenerated bed returns to oxygen production.
In actual operation, a VPSA oxygen generation system uses two or more adsorption vessels or vessel groups operating in coordinated cycles. One bed produces oxygen while another is regenerated, allowing the Oxygen Generation System to maintain continuous output. PLC-controlled valve sequencing coordinates adsorption, evacuation, repressurization, oxygen buffering, and compressor operation so that product concentration, flow, and delivery pressure remain within the specified operating range.
VPSA Oxygen Generator Sizing and Project Data
The final VPSA Oxygen Generator configuration is sized according to the required oxygen output, product concentration, operating profile, delivery pressure, site conditions, and available utilities. These inputs determine the adsorption-vessel volume, blower and vacuum-pump capacity, oxygen buffer size, booster requirements, stable operating range, and equipment redundancy.
Required Process Data
| Project Input | Design Impact |
|---|---|
| Normal oxygen consumption | Establishes the principal design point and the operating condition used for energy evaluation. |
| Minimum and peak oxygen demand | Determines the stable turndown range, train arrangement, oxygen buffer capacity, and response to process-load changes. |
| Required oxygen concentration | Affects feed-air volume, oxygen recovery, adsorbent quantity, vessel size, and specific power consumption. |
| Required delivery pressure | Determines whether product oxygen can be supplied directly or requires booster compression. |
| Daily and weekly operating profile | Defines whether the system is designed for continuous, intermittent, batch, or campaign operation. |
| Permissible oxygen-supply interruption | Determines standby rotating equipment, parallel-train configuration, and backup oxygen requirements. |
| Site elevation and ambient conditions | Affect air density, blower capacity, cooling duty, adsorption performance, and actual oxygen output. |
| Intake-air quality | Determines the required filtration and protection against dust, moisture, oil mist, and corrosive contaminants. |
| Available electrical power and cooling utilities | Affect motor selection, cooler arrangement, vacuum-system configuration, and auxiliary-equipment design. |
| Installation space and access | Influence vessel orientation, modular layout, lifting requirements, piping arrangement, and maintenance clearance. |
| Applicable codes and destination requirements | Determine pressure-vessel design, piping and electrical compliance, inspection scope, certification, and documentation requirements. |
Accurate project data prevents the system from being selected only by a nominal model designation. A VPSA-5000 or VPSA-15000 system may require different vessel geometry, rotating-equipment capacity, redundancy, oxygen buffering, and compression when product concentration, site elevation, ambient temperature, or downstream pressure changes.
Performance Values for Project Acceptance
Performance values are confirmed at the selected operating duty so that oxygen output, product concentration, delivery pressure, energy consumption, and operating range can be evaluated under the same defined conditions.
The project performance basis normally includes:
● Net product oxygen flow at the defined battery limit
● Minimum oxygen concentration across the specified load range
● Product delivery pressure at the battery limit
● Reference temperature and pressure used for Nm³/h
● Specific power consumption at the agreed operating point
● Minimum stable operating load
● Permitted product oxygen concentration fluctuation
● Start-up and restart conditions
● Utility-consumption requirements
● Noise limit and measurement location
● Performance-test duration, measurement method, and acceptance criteria
● Availability or reliability requirements where specified
Specific power consumption is evaluated at the agreed oxygen flow, product concentration, and operating load. The defined system boundary should identify whether the blower, vacuum pump, cooling equipment, oxygen booster, and other auxiliary electrical loads are included, allowing energy-performance data to be interpreted consistently.
Applicable Engineering, Safety, and Compliance Requirements
Applicable codes are selected according to the destination market, project specification, equipment category, operating conditions, and agreed supply boundary. Depending on the project, the design may reference:
● Pressure vessels: ASME BPVC Section VIII, Division 1; EN 13445; GB/T 150; or another project-approved pressure-vessel code
● Process piping: ASME B31.3 or the piping code specified for the project
● Applicable electrical, motor, machinery, and hazardous-area requirements
● Project requirements for welding qualification, NDT, pressure testing, and inspection
● Approved oxygen-service cleaning procedures for oxygen-contact equipment and piping
● Oxygen-piping design practices appropriate to the operating pressure, gas velocity, component material, and service condition
● Local pressure-equipment registration, certification, and statutory inspection requirements
Applicable standards are confirmed for each equipment category, together with the relevant edition, certification scope, inspection requirements, and supporting records included in the final documentation package.
VPSA oxygen generators VS PSA oxygen generators
Both technologies use zeolite to adsorb nitrogen, but their air-supply pressure and regeneration methods are different. The choice affects equipment layout, product pressure, power consumption and economic capacity range.
| Comparison Item | VPSA Oxygen Generator | PSA Oxygen Generator |
|---|---|---|
| Feed-air supply | Low-pressure blower or similar low-pressure air system | Compressed air, commonly supplied by a higher-pressure compressor |
| Regeneration | Vacuum-assisted desorption | Depressurization to near atmospheric pressure |
| Typical oxygen concentration | Commonly approximately 90%–94% vol. O₂ | Commonly approximately 90%–95% vol. O₂ |
| Product pressure | Normally low; an oxygen booster is often required for pressurized use | Higher generator outlet pressure may be available |
| Preferred capacity range | Medium and large continuous oxygen demand | Small and medium localized oxygen demand |
| Specific energy trend | Usually more favorable for larger continuous oxygen capacities | Can be attractive for compact systems and smaller oxygen flow rates |
| Main rotating equipment | Blower and vacuum pump | Air compressor and air-treatment equipment |
| Installation | Larger adsorption vessels and more field integration at high capacity | Compact skid-mounted arrangements are common |
| Load behavior | Well suited to continuous industrial utility operation | Well suited to localized or moderate oxygen demand |
| Initial selection driver | Lifecycle energy cost and large-volume continuous demand | Compact installation, simpler configuration, and smaller capacity |
A VPSA plant is not automatically the better choice for every installation. At a small oxygen flow, the additional vacuum system and larger process equipment may not be economically justified. Conversely, selecting an industrial PSA oxygen generator plant only because it is compact can result in higher operating cost when oxygen consumption is large and continuous.
The comparison should therefore be made using annual oxygen demand, power tariff, required pressure, backup cost, maintenance plan and expected plant life—not purchase price alone.
On-Site Oxygen Generation
On-Site Oxygen Generation changes oxygen from a delivered consumable into a plant utility. The user produces oxygen at the point of consumption and controls the operating schedule, output and maintenance plan.
This arrangement can reduce exposure to tanker scheduling, cylinder handling, rental charges and supply disruption. It also removes the need to purchase cryogenic-purity oxygen when the process only requires adsorption-grade oxygen.
However, an on-site plant does not remove every supply risk. Rotating-equipment maintenance, power interruption, analyzer calibration and adsorbent condition must be managed. Critical processes may still require a liquid-oxygen backup, emergency manifold or redundant generation train. A credible proposal should define that philosophy rather than claim that one generator automatically eliminates all supply risk.


Industrial Applications
Steel and metallurgical processing
In steelmaking and metallurgical heating, oxygen enrichment can raise combustion intensity and reduce the volume of inert nitrogen entering with combustion air. The actual benefit depends on the furnace, burner, fuel, exhaust system and metallurgical process.
For these projects, the generator must follow production campaigns without allowing oxygen concentration or header pressure to fluctuate beyond the burner-control range. Dust at the installation site, high ambient temperature and limited maintenance windows also influence the intake filtration and rotating-equipment arrangement.
Glass fibre, mineral wool and glass furnaces
Glass and mineral-fibre furnaces use oxygen enrichment to support flame temperature, heat transfer and combustion control. Because furnace operation is continuous, an interruption in oxygen supply can affect temperature balance and product quality.
The oxygen system should therefore be reviewed together with burner turndown, furnace pressure control, fuel flow and backup strategy. Oxygen flow should not be sized only from the maximum burner rating; the normal operating profile determines the lifecycle energy cost.
Waste incineration and hazardous-waste treatment
Oxygen enrichment can support stable combustion when waste composition, moisture or calorific value changes. It may help maintain the required furnace temperature, but it must be coordinated with combustion-air control, flue-gas treatment and furnace-temperature limits.
The generator control system should exchange permissive, trip and load signals with the combustion system. Supplying oxygen without an integrated control philosophy can create temperature excursions rather than improve operation.
Wastewater treatment
In wastewater plants, oxygen may be supplied to oxygen-enriched aeration or covered high-purity oxygen biological-treatment systems. Demand changes with influent load, water temperature, biomass condition and dissolved-oxygen setpoint.
The most useful sizing data are not only the average oxygen requirement but also the peak hourly demand and minimum stable load. Buffering, oxygen-flow control and dissolved-oxygen feedback must work together so that the generator does not cycle inefficiently during low-load periods.
Cement and ceramic oxygen-enriched combustion
Cement, lime and ceramic operations may use oxygen enrichment to support kiln or furnace combustion. Site dust is often severe, making air-intake position, filter access and cleaning interval important design details.
The expected oxygen benefit should be evaluated from the actual combustion process. The industrial oxygen generator provides the oxygen supply; it does not replace the need for burner review, process trials and emission verification.
Chemical oxidation and ozone systems
Chemical plants may use adsorption-grade oxygen for oxidation, gas enrichment or as feed gas to an ozone generator. These applications can impose tighter requirements on moisture, pressure stability and contaminant control.
For ozone service, the permissible feed-gas dew point and oxygen concentration must be confirmed with the ozone-equipment supplier. The oxygen generator and downstream ozone system should be treated as one process interface rather than two unrelated packages.
Why Choose Octal for Industrial Oxygen Generation
Octal does not select an industrial oxygen generator from nominal capacity alone. Each system is reviewed against the required net oxygen output, product concentration, delivery pressure, load variation, site elevation, ambient conditions, available utilities, and permissible interruption. This helps avoid undersized blowers, insufficient vacuum capacity, unstable turndown, or unexpected booster-compressor requirements after installation.
The supply scope is defined around the complete operating interface, including adsorption vessels, blower and vacuum systems, oxygen buffering, optional compression, PLC control, DCS communication, redundancy, and battery-limit conditions. Project documents can include the PFD, P&ID, general arrangement, equipment list, utility data, control narrative, inspection records, and performance-test procedure.
Octal also supports installation review, commissioning coordination, interlock and analyzer verification, operator training, and spare-parts planning. The objective is straightforward: provide an Oxygen Generation System that matches the actual process duty and arrives with the technical information required for installation, operation, and acceptance.
FAQ
F1:How do I size an industrial oxygen generator for my plant?
Q1:Sizing should be based on normal, minimum, and peak oxygen flow, required oxygen concentration, delivery pressure, operating hours, site elevation, ambient temperature, and permissible supply interruption. These inputs determine adsorber volume, blower and vacuum-pump capacity, buffer size, booster requirements, and redundancy—not the model number alone.
F2:VPSA oxygen generators vs PSA oxygen generators: which is better for industrial use?
Q2:A PSA oxygen generator is generally better suited to smaller or moderate flow rates where compact installation and higher outlet pressure are important. A VPSA Oxygen Generator uses vacuum-assisted regeneration and is usually more economical for large, continuous oxygen demand where specific power consumption has a greater effect on lifecycle cost.
F3:What oxygen purity can an industrial oxygen generator produce?
Q3:Industrial adsorption systems commonly produce approximately 90%–95% oxygen, depending on the technology, operating load, and system design. Some VSA systems are designed around 90%–93% oxygen, while lower concentrations can be supplied for oxygen-enrichment processes that do not require conventional product-oxygen purity.
F4:Can On-Site Oxygen Generation replace liquid oxygen supply?
Q4:Yes, when the process accepts adsorption-grade oxygen and the generator is sized for the full operating demand. For production-critical plants, the design should still consider a standby train, emergency liquid-oxygen reserve, or backup manifold according to the permitted interruption time.
F5:What should an industrial oxygen generator supplier include in the technical proposal?
Q5:The proposal should define net oxygen flow, minimum concentration, battery-limit pressure, load range, specific power consumption, utility requirements, equipment redundancy, and the scope of oxygen compression. It should also identify the applicable pressure-vessel and piping codes, FAT or site-performance testing, instrument calibration, oxygen-service cleaning, and the final documentation package; oxygen-contact equipment must be properly cleaned before service.