Your Responsible Supplier Partner for Oil and Gas Products.
API 5L X80
Hot Topic




Rencent Articles




Recent Resources


API 5L X80
API 5L Grade: X80 / L555 high-strength line pipe for oil and gas pipeline transportation systems.
PSL2 Strength Window: Yield strength 555–705 MPa; tensile strength 625–825 MPa for pipe body review.
Chemistry Control: Low-carbon microalloyed design with CEpcm / CEIIW review for weldability and HAZ risk.
Toughness Review: CVN testing for pipe body, weld and HAZ; DWT review where fracture control is required.
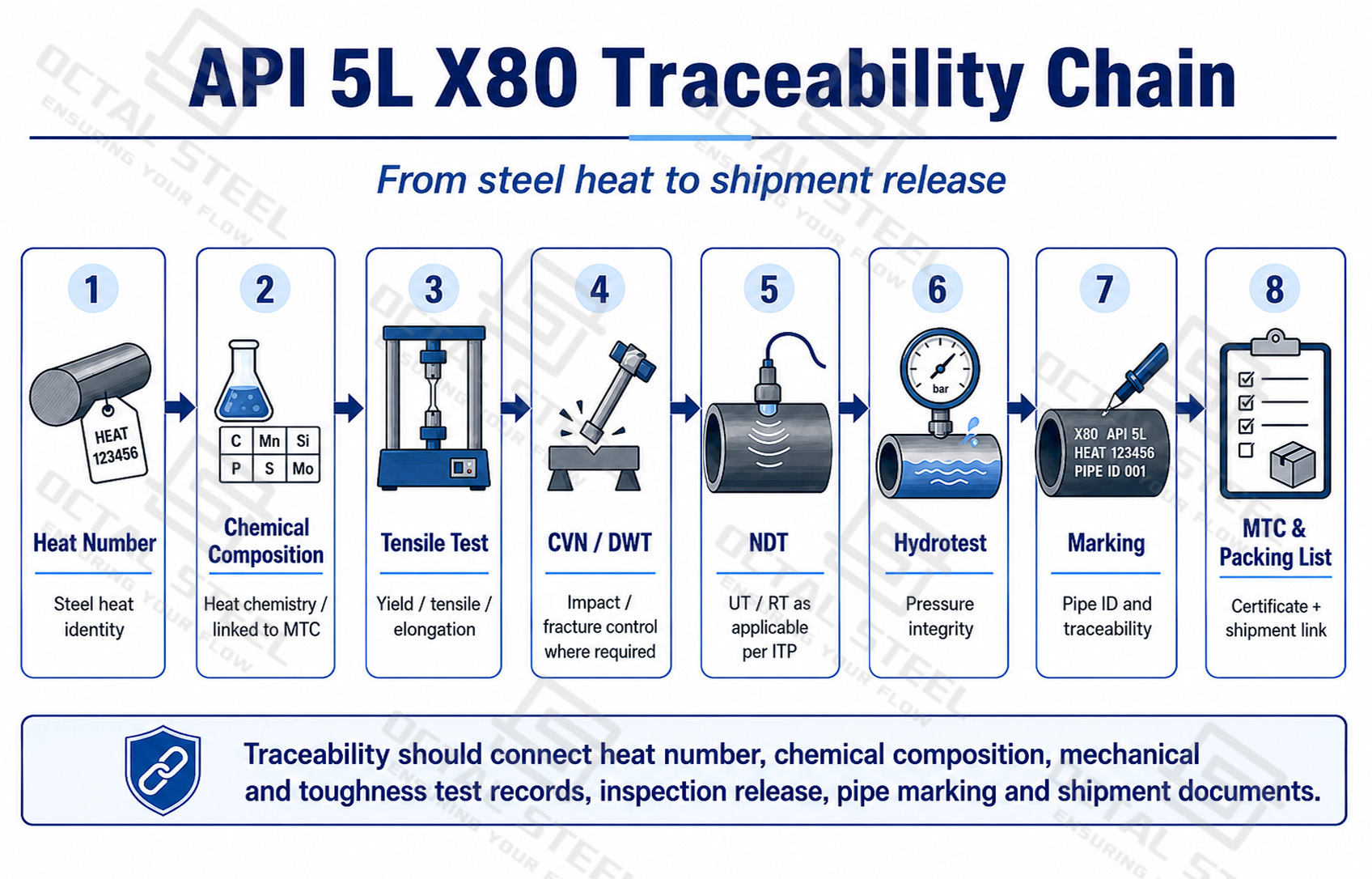
API 5L X80 pipe is a high-strength line pipe grade for oil and gas pipeline transportation systems. In API / ISO designation, X80 pipe corresponds to L555 pipe, also written as API 5L L555, with a specified minimum yield strength of 555 MPa / 80,500 psi. For API 5L X80 PSL2 pipe, the pipe body is typically reviewed within a PSL2 strength window of 555–705 MPa yield strength and 625–825 MPa tensile strength, not only by the minimum yield value. Because X80 is commonly used in high-pressure gas transmission, long-distance trunk pipelines and large-diameter line pipe projects, its acceptance should also include chemical composition, carbon equivalent, CVN impact test, DWT where required, weld / HAZ toughness, NDT, hydrostatic test, pipe marking and MTC traceability.
API 5L X80 is typically selected for high-pressure gas transmission lines where long pipeline sections need higher pressure capacity without making the wall thickness unnecessarily heavy. It is also used in large-diameter trunk pipelines, cold-region routes, mountain crossings or remote construction sections where pipe weight, girth welding control, CVN toughness and hydrotest release records directly affect field acceptance.
API 5L X80 Mechanical Properties
For API 5L X80 mechanical properties, the key point is the complete PSL2 strength window, not only the minimum yield strength. For L555Q / X80Q and L555M / X80M, the pipe body is commonly reviewed at 555–705 MPa yield strength and 625–825 MPa tensile strength, with corresponding values of 80,500–102,300 psi and 90,600–119,700 psi. This range helps control over-strength, ductility, weldability and design consistency for high-pressure line pipe service.
API 5L X80 Chemical Composition and Carbon Equivalent Guide API 5L X80 Mechanical Properties and Strength Control Sheet API 5L X80 Toughness Control CVN DWT Weld HAZ Review 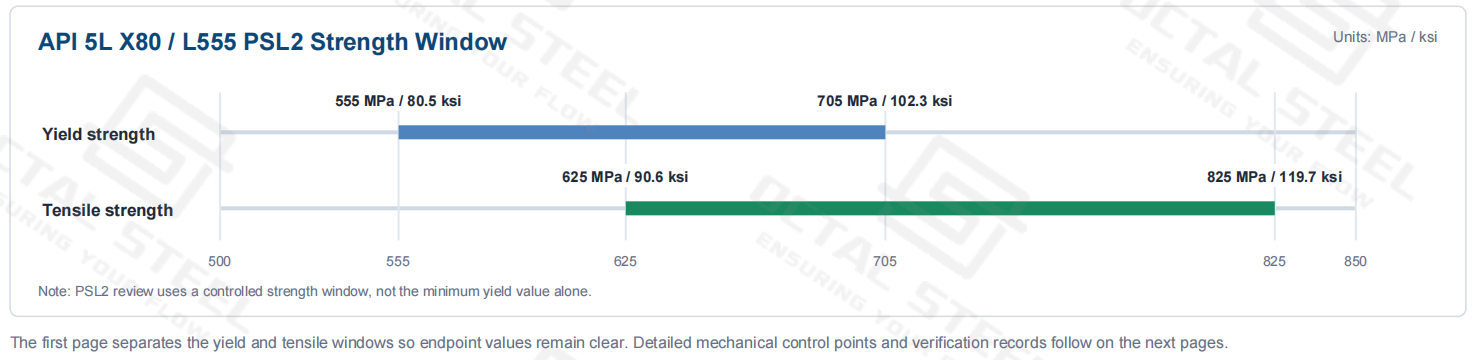
| Mechanical Item | API 5L X80 / L555 PSL2 Reference | Technical Meaning |
|---|---|---|
| Minimum yield strength | 555 MPa / 80,500 psi | Defines X80 / L555 grade identity. |
| Maximum yield strength | 705 MPa / 102,300 psi | Controls over-strength and design consistency. |
| Minimum tensile strength | 625 MPa / 90,600 psi | Confirms pipe body strength after forming and delivery processing. |
| Maximum tensile strength | 825 MPa / 119,700 psi | Helps prevent excessive strength with reduced ductility margin. |
| Yield-to-tensile ratio | 0.93 max. for applicable pipe | Important for deformation behavior and pipeline design review. |
| Weld seam tensile strength | 625 MPa / 90,600 psi min. | Confirms welded pipe seam strength is not below pipe body requirement. |
Download:API 5L X80 Mechanical Properties and Strength Control Sheet
For API 5L X80 yield strength, the number 555 MPa should be treated as the minimum grade identity, not the only acceptance point. A finished API 5L X80 line pipe should show tensile results, yield-to-tensile control, elongation calculation where applicable, and full traceability to the test unit on the MTC.
PSL2 Control for API 5L X80 Pipe
For X80 pipeline projects, API 5L X80 PSL2 pipe is normally the meaningful technical direction because X80 service often requires strict strength, chemistry, toughness and traceability control. PSL2 is not just a higher label. ISO/API line pipe requirements describe PSL2 as having additional mandatory requirements for chemical composition, notch toughness, strength properties and additional NDE.
| Control Item | PSL1 Direction | PSL2 Direction for X80 Review |
|---|---|---|
| Strength control | Basic grade requirement | Minimum and maximum strength window |
| Chemical composition | Standard chemical control | Tighter chemistry and carbon equivalent review |
| Toughness | Limited or project-dependent | CVN impact testing and toughness acceptance where applicable |
| Fracture control | Not normally the main control point | DWT / ductile fracture review where specified |
| NDE | Standard inspection basis | Additional NDE control for critical service |
| Traceability | Basic identity control | Heat identity, test-unit identity and MTC linkage |
For API 5L X80 PSL2, the practical question is whether the pipe grade, delivery condition, chemistry, strength window, weld seam performance and inspection records all point to the same finished pipe. A pipe marked X80 but missing carbon equivalent, CVN, weld NDT or hydrotest records is not a complete technical record for critical pipeline service.
Chemical Composition and Carbon Equivalent of X80 Pipeline Steel
X80 pipeline steel is typically produced as a low-carbon microalloyed steel so that the pipe can reach the X80 / L555 strength level while still maintaining weldability, toughness and stable HAZ behavior. In an API 5L X80 pipe specification, chemical review should include not only C, Mn, Nb, V, Ti, P and S, but also the applicable carbon equivalent value. For PSL2 pipe, CEpcm is commonly used for low-carbon chemistry, while CEIIW is used when the carbon level is higher. These values help evaluate girth-welding risk, HAZ hardening tendency and whether the pipe chemistry is suitable for the intended welding procedure and project acceptance conditions.
| Chemical / Control Item | API 5L X80 PSL2 Reference | Technical Meaning in X80 Pipe |
|---|---|---|
| Carbon, C | X80M: ≤0.12%; X80Q: ≤0.18% | Controls weldability, HAZ hardness and field welding sensitivity. |
| Manganese, Mn | X80M: ≤1.85%; X80Q: ≤1.90% | Main strength and transformation-control element for X80 / L555 pipe. |
| Silicon, Si | ≤0.45% | Supports deoxidation and helps maintain stable steelmaking and rolling response. |
| P / S Residuals | P ≤0.025%; S ≤0.015% | Lower residuals help protect toughness, weld quality and fracture-control performance. |
| Nb + V + Ti | ≤0.15% unless otherwise agreed | Microalloying system for grain refinement, precipitation strengthening and TMCP response. |
| Cu / Ni / Cr / Mo | Cu ≤0.50%; Ni ≤1.00%; Cr ≤0.50%; Mo ≤0.50% unless otherwise agreed | Alloy additions may support strength and toughness balance, but must stay within the agreed chemistry route. |
| Boron, B | Controlled when specified or intentionally added | Boron can affect hardenability and HAZ behavior, so it should be checked against MTC and project chemistry limits. |
| Carbon Equivalent | CEpcm for C ≤0.12%; CEIIW for C >0.12% | Used to evaluate weldability, HAZ hardening tendency and welding-procedure risk. |
Download:API 5L X80 Chemical Composition and Carbon Equivalent Guide
X80 pipeline steel is controlled as a low-carbon microalloyed steel. For welded API 5L X80 PSL2 pipe, chemistry review should focus on carbon level, Mn strengthening, Nb/V/Ti microalloying, residual P/S control and the applicable carbon equivalent. These values should be checked together with WPS/PQR, CVN toughness, weld / HAZ records and the final MTC, because chemical composition is the starting point for X80 strength and weldability control, not the full acceptance result.
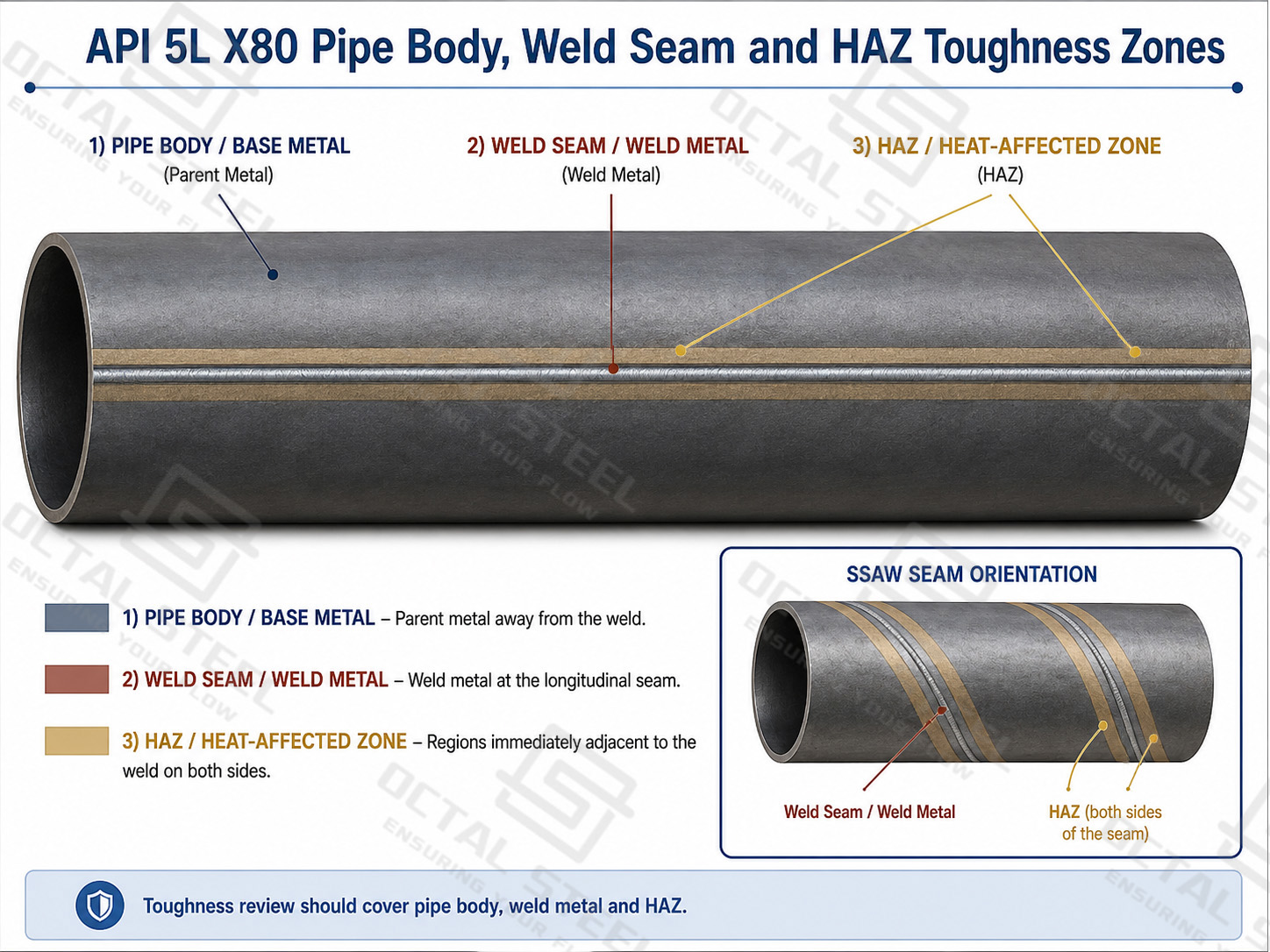
Toughness Control: Pipe Body, Weld and HAZ
X80 pipe has high yield strength, but pipeline safety also depends on toughness. In high-pressure gas transmission, crack initiation and crack propagation behavior can become as important as minimum strength. This is why API 5L X80 PSL2 pipe should be reviewed for pipe body toughness, weld seam toughness and HAZ toughness, especially in welded line pipe.
The ISO/API framework includes CVN testing of the pipe body, seam weld and HAZ locations in mechanical test programs. It also identifies DWT testing for PSL2 welded pipe, with requirements such as average shear fracture area criteria in DWT testing.
| Toughness Item | Typical API 5L / PSL2 Reference | Technical Meaning |
|---|---|---|
| Pipe body CVN | Project / standard test temperature, usually based on pipe size, grade and service condition | Confirms base metal absorbed energy and low-temperature toughness. |
| Weld seam CVN | 27 J for D < 1422 mm and grade ≤ L555 / X80; 40 J for larger diameter or higher grade conditions | Verifies weld metal toughness under impact loading. |
| HAZ CVN | Same weld / HAZ toughness control basis where applicable | Confirms the welding thermal cycle did not create weak toughness zones. |
| DWT test | Average shear fracture area ≥ 85% where DWT is required | Supports ductile fracture propagation review in gas pipeline service. |
| Test temperature | 0°C or lower temperature when agreed / specified | Critical for cold-region, high-pressure gas or project-specific fracture-control review. |


1.What mechanical properties should API 5L X80 PSL2 pipe meet?
For API 5L X80 PSL2 pipe, the pipe body is reviewed by a strength window, not only minimum yield strength. The typical X80 / L555 PSL2 range is 555–705 MPa yield strength and 625–825 MPa tensile strength, with 0.93 max. Y/T ratio for applicable pipe. Weld seam tensile strength should also meet at least 625 MPa / 90,600 psi where applicable.
2.Why do CEpcm, CEIIW and toughness tests matter for X80 pipe?
CEpcm / CEIIW help evaluate weldability, HAZ hardening tendency and field welding risk. For X80 pipeline steel, chemistry must support strength without making girth welding unstable. CVN impact testing checks pipe body, weld and HAZ toughness, while DWT testing supports ductile fracture propagation review for welded gas line pipe where required.
3.What records should verify API 5L X80 line pipe before release?
A complete API 5L X80 line pipe record should include heat number, pipe marking, MTC, product analysis, tensile test, Y/T ratio, CVN impact test, DWT where required, pipe body / weld seam NDT, hydrostatic test and packing list. These records should match the same heat, pipe number, grade, size and test unit, so X80 is verified as a finished PSL2 product, not only a grade name on the pipe body.
4.Is it API 5I X80 or API 5L X80?
The correct term is API 5L X80 pipe. Search terms such as API 5I X80 pipe or API 5I X80 mechanical properties usually refer to API 5L line pipe, where X80 corresponds to L555 with 555 MPa / 80,500 psi minimum yield strength.
The resource belongs to the product
Welded Steel Pipe
Click permalink to view detail & more descripton.
Social Share







