Your Responsible Supplier Partner for Oil and Gas Products.
3LPP Coated Pipe
Recent Products





Rencent Articles








3LPP Coated Pipe
Three-Layer System: FBE primer + copolymer adhesive + extruded polypropylene outer layer.
Base Pipe Options: Seamless, ERW, LSAW, or SSAW line pipe to API 5L, ISO 3183, or project requirements.
Pipeline Applications: Buried, submerged, HDD, offshore, hot-oil, and rocky-trench pipeline sections.
Mechanical Protection: Resists abrasion, indentation, impact, gouging, and handling damage during installation.
3LPP coated pipe (Three-Layer Polypropylene) is produced as a three-layer external coating system consisting of a fusion-bonded epoxy (FBE) primer, a copolymer adhesive, and an extruded polypropylene outer layer. The process includes preparing the surface of welded or seamless steel line pipe, applying the FBE primer, adding the copolymer adhesive within the qualified bonding window, and extruding the polypropylene outer layer, followed by controlled cooling and inspection. This coating sequence provides steel-side corrosion protection, stable interlayer adhesion, and resistance to abrasion, indentation, impact, and elevated operating temperature, making it suitable for buried and submerged pipelines, hot-oil transmission lines, HDD pullbacks, rocky backfill sections, offshore flowlines, and other routes exposed to severe handling or installation loads.
Octal Steel supplies polypropylene coated pipe for buried hot-oil pipelines, horizontal directional drilling crossings, offshore line-pipe installation, mechanically demanding backfill conditions, and pipeline sections requiring increased resistance to handling damage. The supply scope can include bare line pipe, three-layer polypropylene coating, end preparation, coating inspection, repair records, marking, and export packing under one technical release file.


3LPP Pipe Specifications and Supply Range
| Specification Item | Required or Available Information | Technical Significance |
|---|---|---|
| Base Pipe Type | Seamless, ERW, LSAW, or SSAW | Determines pipe handling, seam position, heating response, and inspection interface. |
| Base Pipe Standard | API 5L, ISO 3183, or approved project standard | Defines pipe manufacture, dimensions, steel grade, testing, and marking. |
| Steel Grade | Project-selected line-pipe grade | Establishes pipe-body mechanical properties before coating. |
| Pipe Dimensions | OD, wall thickness, length, bevel, and end condition | Controls coating-line setup, heating, handling, cutback, and packing. |
| Coating Standard | ISO 21809-1, current DIN requirement, or project specification | Establishes the coating qualification and acceptance basis. |
| Coating Class | Project-designated system | Connects coating materials and performance requirements to the specified service conditions. |
| Coating Thickness | Specified total thickness and individual layer requirements | Controls mechanical protection, holiday testing, cutback preparation, and field-joint fit-up. |
| Operating Conditions | Design temperature, normal operating temperature, and shutdown condition | Determines polypropylene compound selection and complete coating-system suitability. |
| Installation Conditions | Trenching, HDD, offshore handling, rocky backfill, or other installation route | Determines mechanical-protection, handling, and inspection requirements. |
| Cutback | Length, edge profile, and end treatment | Must match the girth-welding procedure and selected field-joint coating system. |
| Optional Systems | Internal coating, concrete weight coating, anode preparation, or insulation interface | Coordinates the 3LPP system with the complete pipeline protection package. |
| Documentation | Base-pipe MTC, coating certificates, test reports, repair records, and packing list | Maintains continuity between the base-pipe identity, coating batch, inspection results, and final shipment. |
A 3LPP coating pipe configuration should not be released until the coating procedure has been checked against the actual pipe dimensions and end geometry. Heating response, extrusion coverage, cutback preparation, and handling support can change with pipe diameter, wall thickness, length, and seam configuration.
The supply data sheet should also define whether the coating terminates before a buckle arrestor, anode pad, bend transition, concrete weight coating area, or other special pipeline component.
3LPP Coating System and Layer Functions
A three-layer polypropylene coating does not rely on the polypropylene jacket alone for corrosion protection. Its performance depends on adhesion at the steel/FBE interface, bonding through the adhesive layer, and mechanical continuity of the outer PP layer.
3LPP Coated Pipe Manufacturing, Inspection and Traceability Control 3LPP vs 3LPE Coated Pipe: Selection and Field-Joint Compatibility Guide 
| Coating Layer | Material | Primary Function | Main Risk if Not Controlled |
|---|---|---|---|
| Primer Layer | Fusion-bonded epoxy | Bonds to the blast-cleaned steel and forms the primary corrosion barrier. | Poor adhesion, under-film corrosion, or cathodic disbondment. |
| Adhesive Layer | Copolymer adhesive | Bonds the epoxy primer to the polypropylene outer layer. | Interlayer separation during bending, impact, or thermal cycling. |
| Outer Layer | Extruded polypropylene | Provides mechanical, abrasion, indentation, and thermal protection. | Cracking, gouging, local thinning, or installation damage. |
| Complete System | FBE + adhesive + PP | Combines corrosion control with external mechanical protection. | Premature coating failure despite acceptable individual materials. |
The primer must wet and bond to a correctly prepared steel surface. The adhesive must be chemically compatible with both adjacent layers and applied within the qualified process window. The polypropylene layer must remain continuous through extrusion, cooling, handling, transport, and installation.
A local defect in one layer can affect the whole system. A visually sound PP surface does not confirm adhesion beneath the coating, while acceptable adhesion does not compensate for a through-thickness holiday or damaged cutback edge.
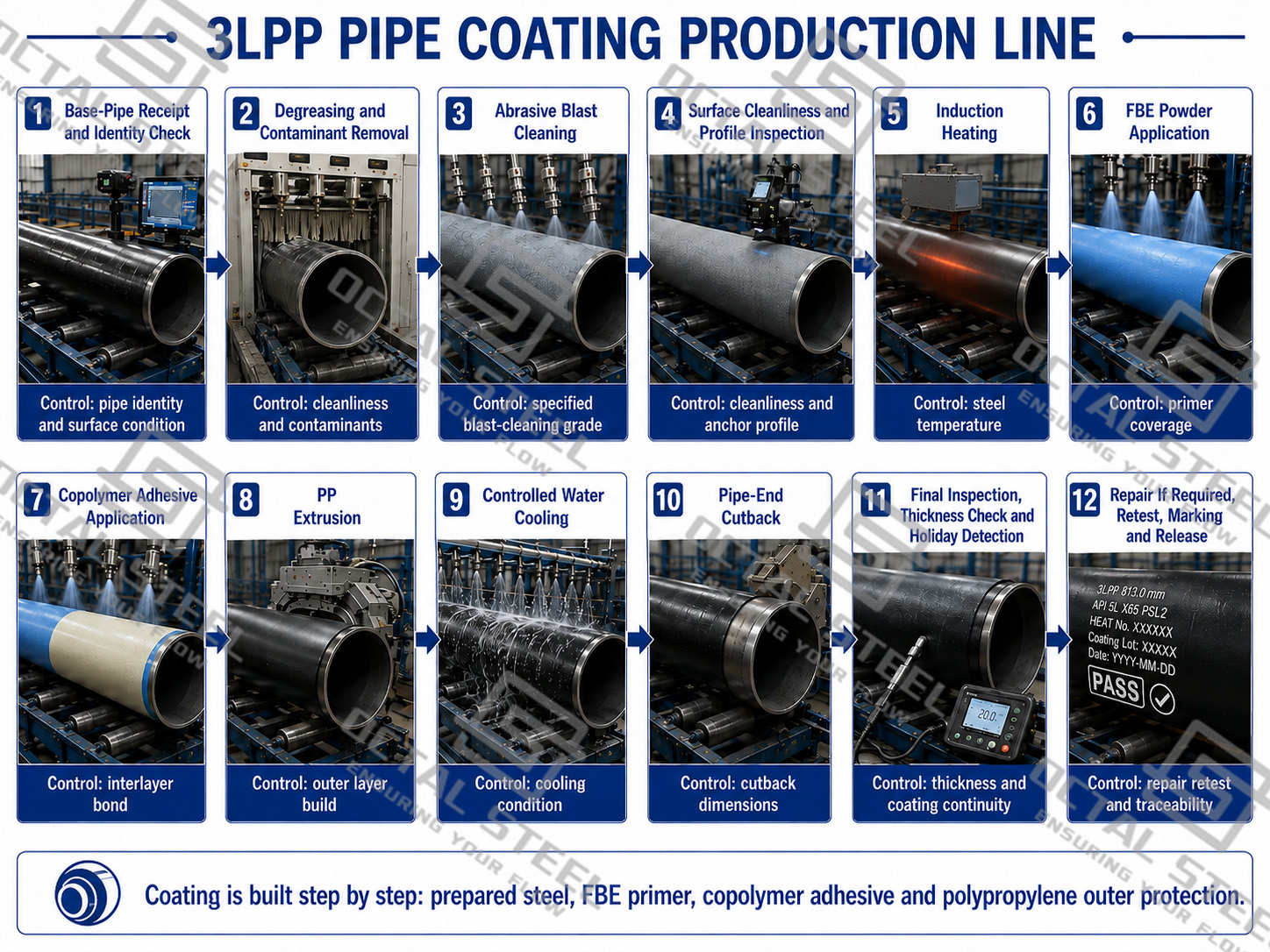
3LPP Coating Process
3LPP coating is applied through a continuous sequence of surface preparation, pipe heating, FBE priming, adhesive application, polypropylene extrusion, controlled cooling, cutback preparation, and final inspection. The interval between these stages must remain within the qualified application procedure because surface contamination, incorrect substrate temperature, delayed interlayer application, or unstable extrusion can reduce adhesion and coating continuity.
| Process Stage | Main Production Control | Risk Controlled |
|---|---|---|
| Bare Pipe Release | Pipe number, heat number, dimensions, bevel, surface condition, and coating eligibility | Wrong pipe identity or coating of unreleased material |
| Surface Cleaning | Removal of oil, grease, salt, dust, moisture, and loose contamination | Loss of FBE adhesion and under-film corrosion |
| Abrasive Blasting | Specified surface cleanliness and abrasive-blast profile | Insufficient mechanical key for epoxy bonding |
| Pipe Heating | Uniform steel temperature within the approved application range | Incomplete FBE cure, poor wetting, or thermal damage |
| FBE Application | Uniform primer coverage and controlled curing | Inconsistent corrosion barrier |
| Adhesive Application | Continuous adhesive coverage within the qualified process interval | Weak FBE-to-PP interlayer bond |
| PP Extrusion | Stable extrusion, overlap, coating thickness, and surface condition | Thin areas, voids, folds, or coating discontinuities |
| Cooling | Controlled reduction in coating temperature | Residual stress, distortion, or cracking |
| Cutback Preparation | Correct cutback length, edge geometry, and clean steel transition | Girth-weld and field-joint coating incompatibility |
| Final Release | Visual inspection, coating-thickness measurement, holiday testing, marking, and repair closure | Shipment of nonconforming or untraceable coated pipe |
Production records should link each coated pipe to its bare-pipe number, coating material batches, application date, process parameters, inspection results, and repair status. Repeated holidays, adhesion failures, or thickness deviations within the same production period should trigger a coating-line review rather than being handled only as isolated repair points.
3LPP Coating Inspection and Acceptance
Inspection of a 3LPP coating pipe should confirm that the qualified coating system has been reproduced consistently on each production lot. The review begins with steel-surface cleanliness, abrasive profile, soluble contamination, and substrate temperature, then continues through FBE cure, adhesive continuity, PP thickness, holiday detection, peel strength, impact and indentation resistance, cathodic disbondment, cutback geometry, and repair acceptance. Test frequency, sampling position, and acceptance limits must follow the specified coating class, approved application procedure, and project ITP, while every result remains linked to the pipe number, coating-material batch, production date, and repair record.
| Inspection Item | What It Confirms | Typical Release Record |
|---|---|---|
| Surface Preparation | Bare-pipe condition, cleanliness, abrasive profile, dust, and soluble contamination meet the approved procedure. | Surface-preparation record |
| Application Process | Pipe temperature, material-application sequence, and coating-line parameters remain within the qualified procedure. | Coating production log |
| Coating Integrity | Surface condition, coating thickness, and holiday testing confirm complete coating coverage. | Visual, thickness, and holiday report |
| Adhesion | FBE bonding and adhesion between the epoxy, adhesive, and PP layers remain acceptable. | Peel test report |
| Performance Tests | PP impact and indentation resistance, together with cathodic-disbondment performance, meet the specified requirements. | Mechanical and laboratory test report |
| Cutback, Repair, and Release | Cutback geometry, repaired areas, final marking, and traceability satisfy the release requirements. | Final inspection and repair record |
Download:3LPP Coated Pipe Manufacturing, Inspection and Traceability Control
Final release is based on the specified coating class and approved ITP. Test results, witness status, coating batch, pipe number, and any repair records must be complete and consistent before the coated pipe is accepted for shipment.
3LPP Coated Pipe vs 3LPE Coated Pipe
3LPP and 3LPE use the same general three-layer concept but different thermoplastic outer layers. The selection should be based on operating temperature, minimum installation temperature, mechanical exposure, flexibility, field-joint compatibility, and the complete project system rather than coating price alone.
| Comparison Point | 3LPP Coated Pipe | 3LPE Coated Pipe |
|---|---|---|
| Primer | Fusion-bonded epoxy | Fusion-bonded epoxy |
| Adhesive | Copolymer adhesive compatible with PP | Copolymer adhesive compatible with PE |
| Outer Layer | Polypropylene | Polyethylene |
| Typical Published Supplier Temperature Range | −20°C to 110°C | −40°C to 85°C |
| Higher-Temperature Service | Commonly selected where the qualified PP system supports the required operating temperature | Normally used for moderate-temperature pipeline service |
| Low-Temperature Handling | Requires confirmation of the minimum storage, bending, handling, and installation temperature | Generally provides a wider low-temperature handling window |
| Outer-Layer Stiffness | Higher stiffness | Greater flexibility |
| Indentation and Abrasion | Strong resistance under demanding mechanical exposure | Good mechanical protection with greater flexibility |
| Field Bending | Minimum bending temperature and bending radius require project-specific confirmation | Often easier to accommodate where flexibility is the controlling requirement |
| HDD and Rocky Backfill | Suitable where abrasion and gouging resistance are qualified for the installation method | Suitable where the selected PE system and any additional mechanical protection are qualified |
| Field-Joint Compatibility | PP-compatible field-joint coating system required | PE-compatible field-joint coating system required |
| Selection Basis | Higher service temperature, greater stiffness, and demanding mechanical exposure | Lower installation temperature, greater flexibility, and project economics |
Download:3LPP vs 3LPE Coated Pipe: Selection and Field-Joint Compatibility Guide
Coating selection should be based on the complete thermal and installation envelope. 3LPP is generally preferred where higher operating temperature, indentation resistance, and severe mechanical exposure govern the design, while 3LPE is often better suited to projects requiring greater flexibility and lower-temperature handling. The final system must also remain compatible with field bending, HDD pullback, cathodic protection, field-joint coating, and the specified installation procedure.


Where 3LPP Coated Steel Pipe Is Used
3LPP coated steel pipe is selected where elevated operating temperature and installation damage are more critical than low-temperature flexibility.
- Buried hot-oil pipelines
Used where the qualified operating temperature exceeds the approved range of the proposed 3LPE system. The PP compound, cathodic-disbondment performance, and field-joint coating must be qualified for the same temperature. - HDD road and river crossings
During pullback, the coating is exposed to continuous soil friction, roller contact, and local gouging. Coating thickness, abrasion resistance, weld-joint profile, and post-pullback holiday testing require specific control. - Rocky trench sections
The polypropylene outer layer provides additional resistance to impact and indentation during lowering-in and backfilling. Trench padding and backfill grading are still required to prevent concentrated coating damage. - Offshore flowlines and export pipelines
3LPP can be combined with anode preparation, field-joint coating, and concrete weight coating. Cutback dimensions and coating transitions must be coordinated before application. - Pipeline sections with repeated yard and port handling
The stiffer PP outer layer helps protect the FBE corrosion barrier during lifting, stacking, roller movement, and marine transport, provided the approved support and lifting procedures are followed.
Final selection should confirm the complete temperature cycle, installation method, cathodic-protection basis, field-joint system, and mechanical exposure rather than relying on the coating designation alone.
Field Joint, Cutback, and Coating Repair
The factory-applied 3LPP coating terminates before the pipe bevel to provide access for girth welding, weld inspection, and field-joint coating. Cutback length, PP edge profile, bare-steel width, and layer termination must match the approved welding procedure and field-joint application method. The completed field joint should maintain adhesion, holiday-free continuity, cathodic-protection compatibility, and mechanical performance across the transition from factory coating to the girth-weld area.
Damage to the factory coating must be classified by location, depth, and affected area before repair. The approved repair procedure should define surface preparation, repair material, application temperature, overlap, inspection, and holiday retesting. Damage exceeding the permitted repair limits requires removal and reapplication of the affected coating section.
3LPP Pipe Marking, Documentation, and Traceability
Because 3LPP application covers the external pipe surface, the original pipe identification must be transferred and verified before final release. Traceability should be maintained at individual-pipe level, or at an approved identifiable lot level, linking the original pipe record with the coating batch, production lot, inspection status, repair history, and final marking.
| Record Group | Main Documents and Records | Technical Purpose |
|---|---|---|
| Base-Pipe Records | MTC, pipe number, heat number, dimensions, and incoming inspection | Confirms the identity and acceptance status of the steel pipe before coating. |
| Coating Materials and Procedures | FBE, adhesive, and PP certificates; coating qualification records; and approved application procedure | Verifies that the approved material system and coating route were used. |
| Production Records | Surface-preparation results, material batch numbers, pipe temperature, and coating-line parameters | Links each coated pipe to the actual application conditions. |
| Inspection and Test Records | Thickness, holiday detection, peel strength, impact, indentation, and cathodic-disbondment results | Confirms coating continuity, adhesion, mechanical resistance, and corrosion-control performance. |
| Cutback and Repair Records | Cutback dimensions, defect location, repair method, and retest results | Verifies field-joint compatibility and closure of coating defects. |
| Final Release Records | Visual inspection, pipe marking, photographs, packing list, and shipment tally | Connects the released coated pipe with the physical cargo and final documents. |
Final release should be withheld until the coated-pipe marking, inspection status, repair closure, and packing tally agree with the approved records. For bundled shipments, bundle identification must preserve the same linkage so the delivered pipe can be reconciled with its base-pipe MTC and coating history without separate manual reconstruction.