Your Responsible Supplier Partner for Oil and Gas Products.
A645 Grade B Steel
Hot Topic




Rencent Articles




Recent Resources



A645 Grade B Steel
Grade: A645 Grade B / X12Ni5
Standard: ASME SA-645 / SA-645M
Material type: Quenched and tempered 5Ni alloy steel plate
Nickel content: Approximately 5% Ni
Applications: LPG tanks, LEG tanks, VLEC cargo tanks, cryogenic pressure vessels
Key performance: Low-temperature toughness, weld-zone stability, fracture resistance
Inspection: Impact test, UT, heat treatment records, EN 10204 3.1 / 3.2 MTC
Related material: 9Ni steel for ultra-low-temperature LNG service
Standard: ASME SA-645 / SA-645M
Material type: Quenched and tempered 5Ni alloy steel plate
Nickel content: Approximately 5% Ni
Applications: LPG tanks, LEG tanks, VLEC cargo tanks, cryogenic pressure vessels
Key performance: Low-temperature toughness, weld-zone stability, fracture resistance
Inspection: Impact test, UT, heat treatment records, EN 10204 3.1 / 3.2 MTC
Related material: 9Ni steel for ultra-low-temperature LNG service
A645 Grade B steel is a quenched and tempered 5Ni alloy steel plate specified under ASME SA-645 / SA-645M for welded pressure vessels in low-temperature service. In engineering use, this material is selected not only for strength, but for its low-temperature impact toughness, weld-zone stability, heat-treatment consistency, and fracture resistance during fabrication and operation.
A645 Grade B is commonly associated with LPG tanks, LEG storage systems, VLEC cargo tanks, cryogenic pressure vessels, and other welded structures where brittle fracture control is a main acceptance concern.
ASME SA-645 / SA-645M Specification Overview
ASME SA-645 / SA-645M covers special heat-treated 5% nickel alloy steel plates for welded pressure vessels intended for low-temperature service. The specification defines material grade, chemical composition control, heat treatment condition, mechanical property requirements, and low-temperature impact testing requirements.
A645 Grade B is normally supplied in the quenched and tempered condition. For project acceptance, engineers usually review the plate’s chemistry, tensile properties, Charpy impact results, heat-treatment records, UT results, and material traceability documents.
| Specification | Material Description | Common Designation | Typical Applications |
| ASME SA-645 | 5% nickel alloy steel plate for low-temperature pressure vessel service | A645 Grade B 5Ni Steel |
LPG tanks LEG tanks Cryogenic process vessels |
| ASME SA-645M | Metric version of the same low-temperature nickel steel specification | X12Ni5 5.5Ni Steel |
VLEC cargo tanks Marine fuel containment systems Low-temperature storage modules |
What ASME SA-645 / SA-645M Defines
ASME SA-645 / SA-645M is not only a material name. It defines the acceptance framework for 5Ni steel plates used in low-temperature pressure vessel fabrication.
The main control points normally include material grade, nickel alloy composition, heat treatment condition, tensile property limits, impact toughness performance, plate inspection, marking, and test documentation. For A645 Grade B steel, the key engineering focus is whether the plate can maintain stable toughness after quenching and tempering, especially when used in restrained welded structures.
For procurement and technical documents, the material should be clearly written as ASME SA-645 / SA-645M Grade B, together with plate thickness, delivery condition, impact test temperature, test direction, UT requirement, and MTC type.
Why 5Ni Steel Is Used in LPG and LEG Projects
In low-temperature storage projects, the main risk is not only static strength. If the plate does not maintain stable low-temperature toughness, brittle fracture risk increases around welded joints, nozzles, shell intersections, and heavy attachments.
A645 Grade B steel provides a practical balance between nickel alloy cost, low-temperature toughness, weldability, and fabrication reliability. This is why 5Ni steel is often considered for LPG, LEG, and VLEC containment systems where ultra-low-temperature LNG-grade 9Ni steel may not be required.
Chemical Composition and Metallurgical Control
ASME SA-645 / SA-645M does not only define nominal nickel content. It also controls composition balance, heat treatment condition, mechanical properties, and low-temperature impact acceptance for welded pressure vessel service.
The alloy design of A645 Grade B steel is based on stable low-temperature toughness. Nickel is normally controlled around 5%, while phosphorus and sulfur are kept at low levels to reduce weld crack sensitivity and improve impact consistency across plate thickness.
Production control of industrial 5Ni steel plates normally focuses on stable nickel distribution, controlled carbon equivalent, and uniform alloying behavior across different thickness ranges. In cryogenic welded structures, consistency of chemical composition is often more important than pursuing isolated high-strength values because weld-zone toughness stability depends heavily on metallurgical uniformity.
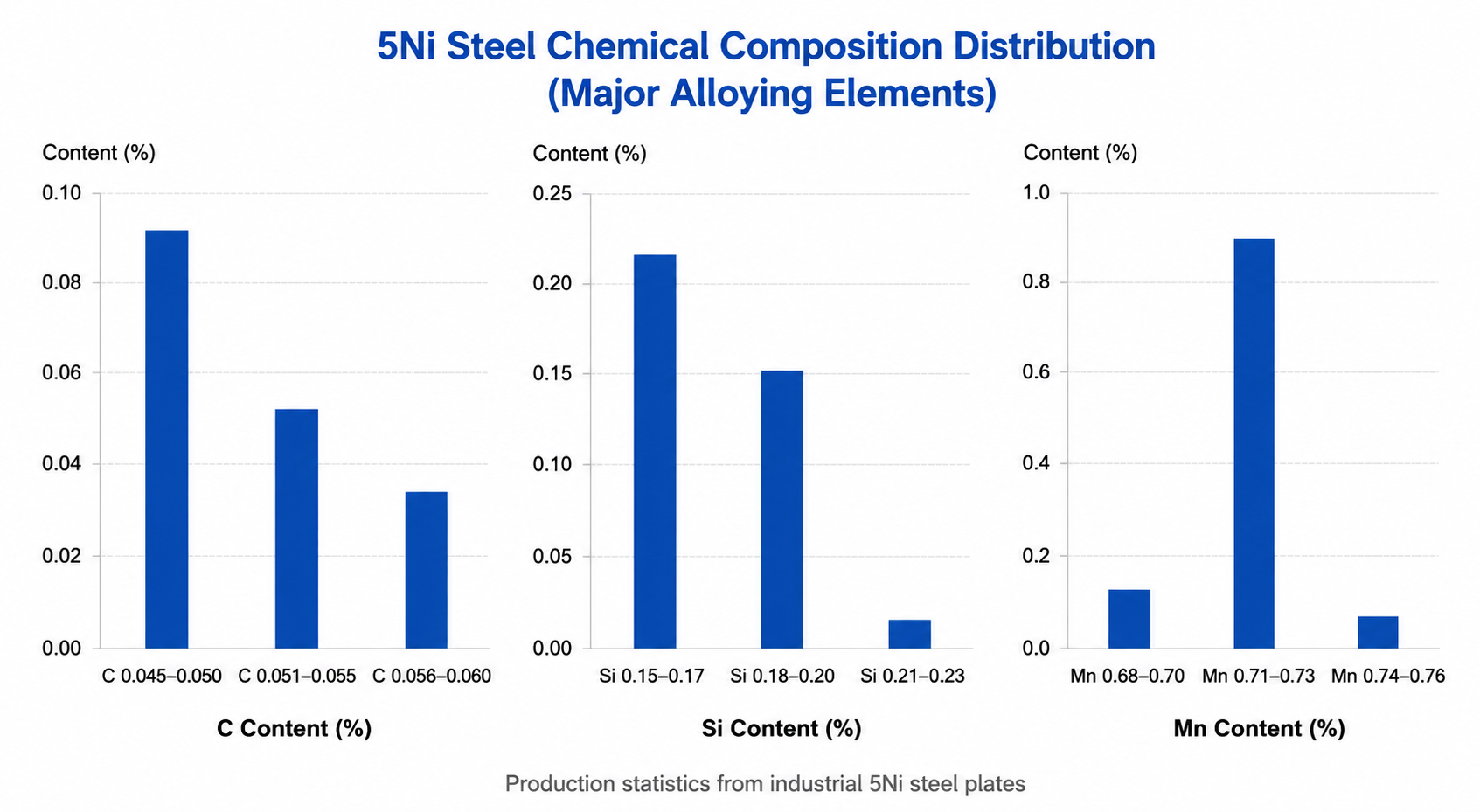
The statistical distribution of C, Si, and Mn shows controlled alloying stability in industrial 5Ni steel production.
For low-temperature pressure vessel fabrication, phosphorus and sulfur control directly influence weld crack sensitivity and brittle fracture resistance.
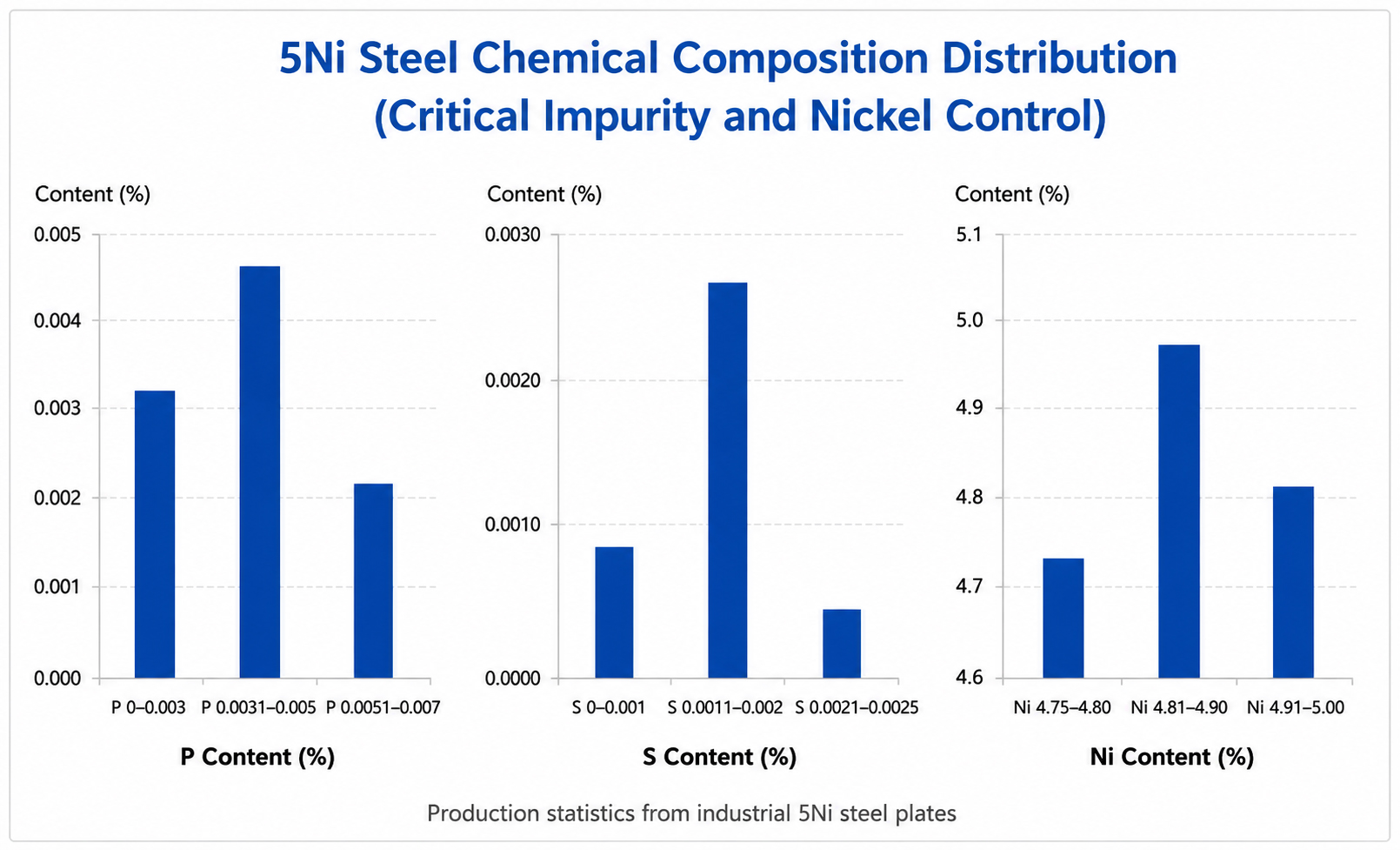
Stable low residual impurity levels and controlled nickel distribution help improve low-temperature fracture resistance in thick cryogenic plate applications.
Production control during steelmaking normally focuses on:
• nickel distribution stability,
• segregation control,
• inclusion control,
• and heat-treatment uniformity.
In heavy-wall cryogenic tanks, these details directly influence weld performance and fracture resistance during fabrication.
| Control Area | Engineering Purpose | Importance in Fabrication | Typical Concern |
| Nickel Control | Maintain low-temperature toughness | Improve fracture resistance | Cryogenic brittleness |
| Low P / S Control | Reduce crack sensitivity | Improve weld-zone stability | HAZ cracking |
| Heat Treatment Consistency | Stabilize mechanical properties | Improve plate uniformity | Strength variation |
| Inclusion Control | Improve through-thickness behavior | Reduce lamellar tearing risk | Heavy-wall welding restraint |
Standard Acceptance Focus of A645 Grade B Steel
A645 Grade B steel is evaluated by tensile strength, yield strength, elongation, Charpy impact toughness, and heat-treatment consistency. For cryogenic vessel fabrication, the key point is not only meeting minimum values, but maintaining stable test results across plate thickness and heat lots.
Mechanical Properties in Low-Temperature Service
A645 Grade B steel is evaluated by yield strength, tensile strength, elongation, Charpy impact toughness, and heat-treatment consistency. For cryogenic vessel fabrication, the key point is not only meeting minimum values, but maintaining stable test results across plate thickness and heat lots.
In practical cryogenic fabrication projects, yield consistency and impact energy stability are usually more important than isolated tensile strength values. Large welded LNG and LEG structures normally require stable through-thickness mechanical behavior to reduce brittle fracture risk during transportation, cooldown, startup, and thermal cycling conditions.
5Ni Steel Mechanical Property Distribution
In practical cryogenic fabrication projects, yield consistency and impact energy stability are usually more important than isolated tensile strength values. Large welded LNG and LEG structures normally require stable through-thickness mechanical behavior to reduce brittle fracture risk during transportation, cooldown, startup, and thermal cycling conditions.
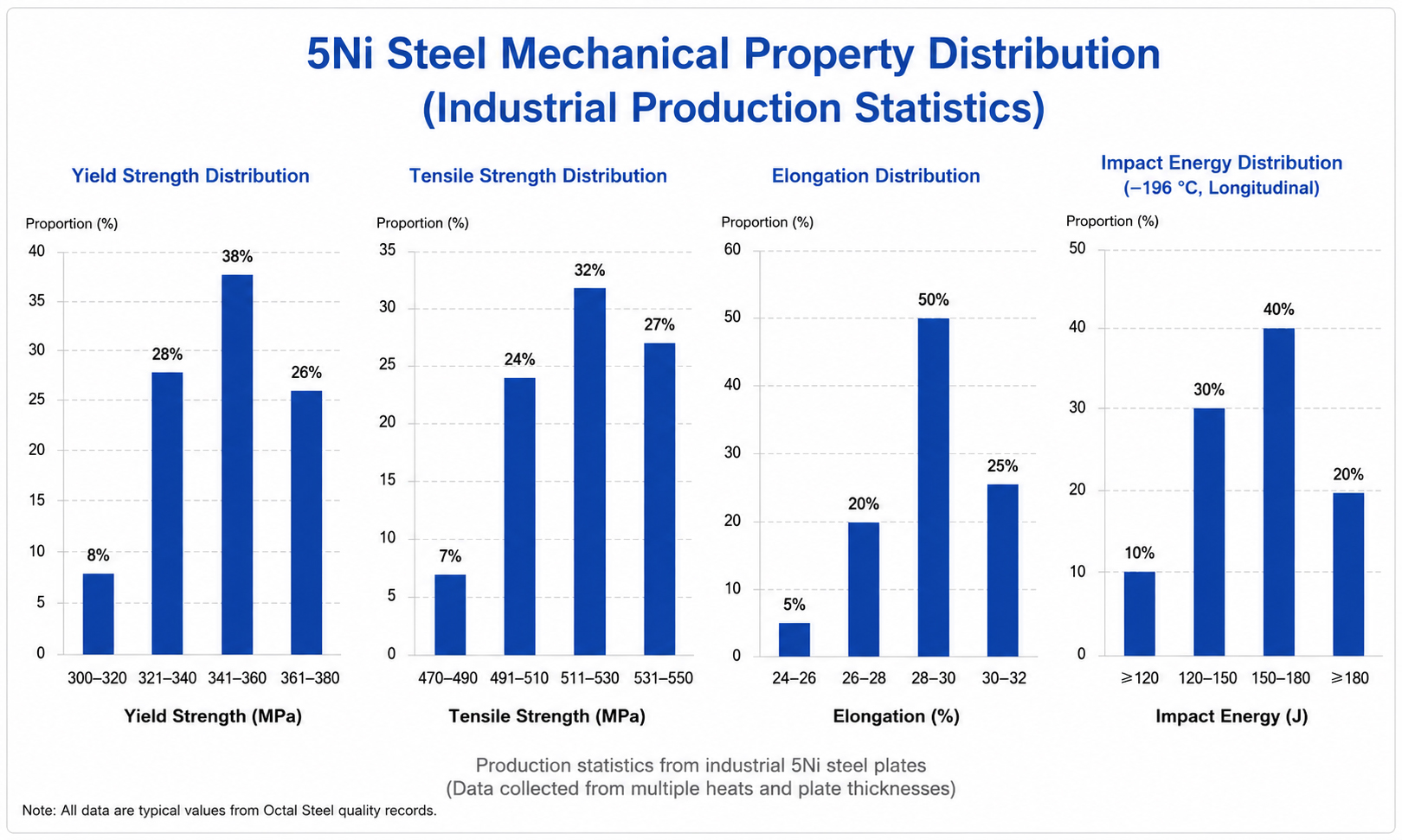
Industrial production statistics show that 5Ni steel maintains stable yield strength, elongation, and low-temperature impact toughness across different production batches and plate thickness conditions.
Cryogenic storage projects are usually more concerned with impact toughness retention under extreme low-temperature conditions than room-temperature strength alone. Production testing of 25 mm and 50 mm 5Ni steel plates shows stable absorbed impact energy performance from -120°C to -196°C under different sampling directions and plate thickness conditions.
Low-Temperature Impact Performance of A645 Grade B Steel
Production testing of 25 mm and 50 mm 5Ni steel plates shows stable absorbed impact energy performance from -120°C to -196°C under different sampling directions and plate thickness conditions.
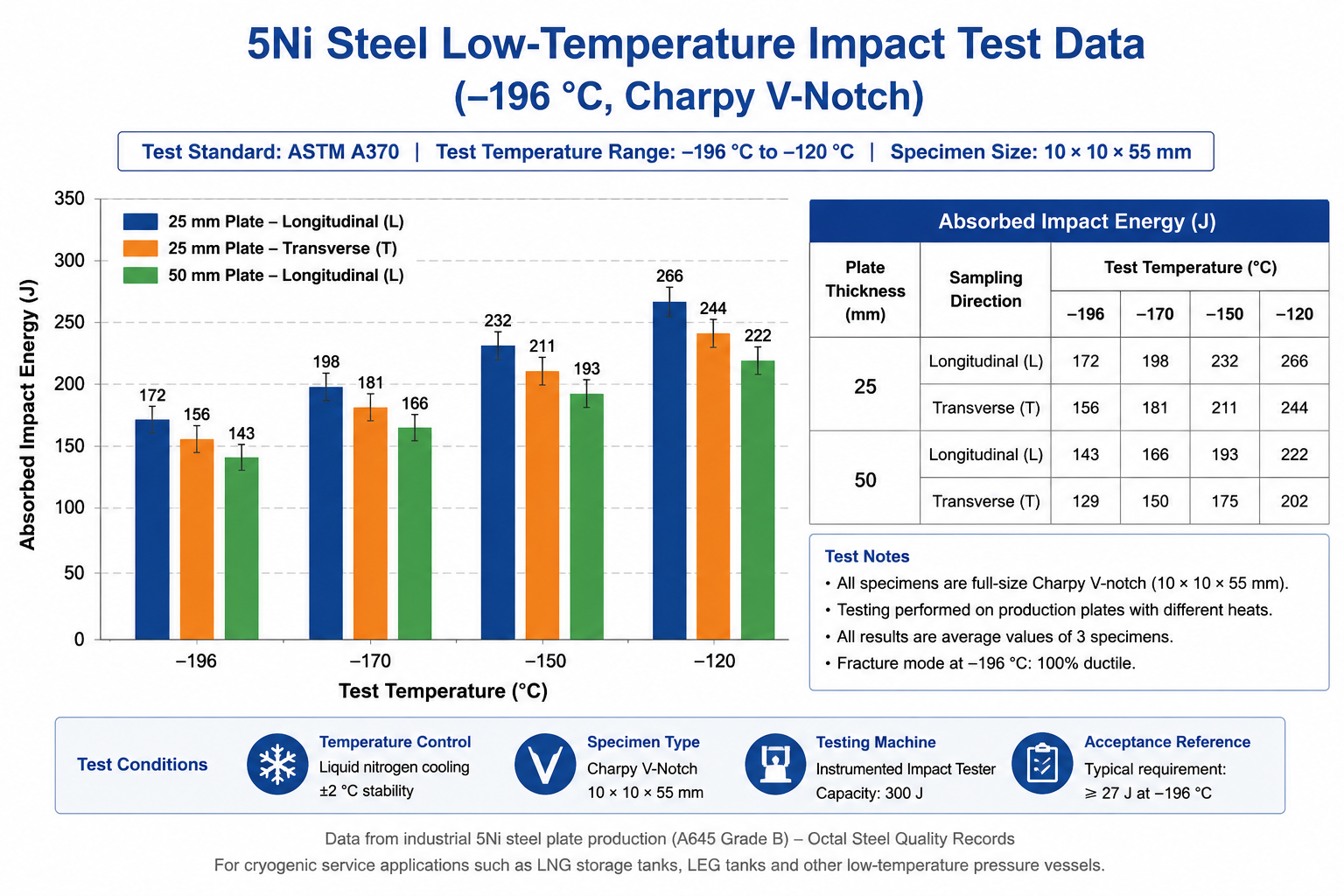
Low-temperature impact testing data confirms stable toughness behavior of industrial 5Ni steel plates under cryogenic service conditions.
A645 Grade B Steel vs 9Ni Steel
A645 Grade B steel and 9Ni steel are both used in cryogenic applications, but they are normally selected for different temperature ranges and project economics.
9Ni steel is more commonly used for ultra-low-temperature LNG storage systems. A645 Grade B steel is more suitable for LPG, LEG, VLEC, and other medium-low cryogenic service conditions where 5Ni steel can meet toughness and fabrication requirements without the higher alloy cost of 9Ni steel.
| Material | Nickel Content | Typical Service Range | Common Project Type |
| A645 Grade B | Approximately 5% Ni | Medium-low cryogenic service | LPG tanks LEG storage VLEC cargo systems |
| 9Ni Steel | Approximately 9% Ni | Ultra-low LNG service | LNG tanks LNG terminals Deep cryogenic storage |
Difference Between A645 Grade B and General 5Ni Steel
A645 Grade B is a specific ASME pressure vessel steel grade under ASME SA-645 / SA-645M. “5Ni steel” is a broader material description and may refer to different 5% nickel alloy steel grades used in low-temperature applications.
For engineering procurement, it is better not to write only “5Ni steel” in the purchase order. The material should be specified as ASME SA-645 / SA-645M Grade B, with delivery condition, plate thickness, impact test temperature, sampling direction, UT requirement, heat-treatment condition, and MTC requirement clearly stated.
This avoids confusion between general 5Ni material descriptions and pressure-vessel-grade A645 Grade B acceptance requirements.
Welding Performance of A645 Grade B Steel
CTOD evaluation is therefore commonly included in welding qualification procedures for cryogenic pressure vessel fabrication involving restrained thick-section welded joints.
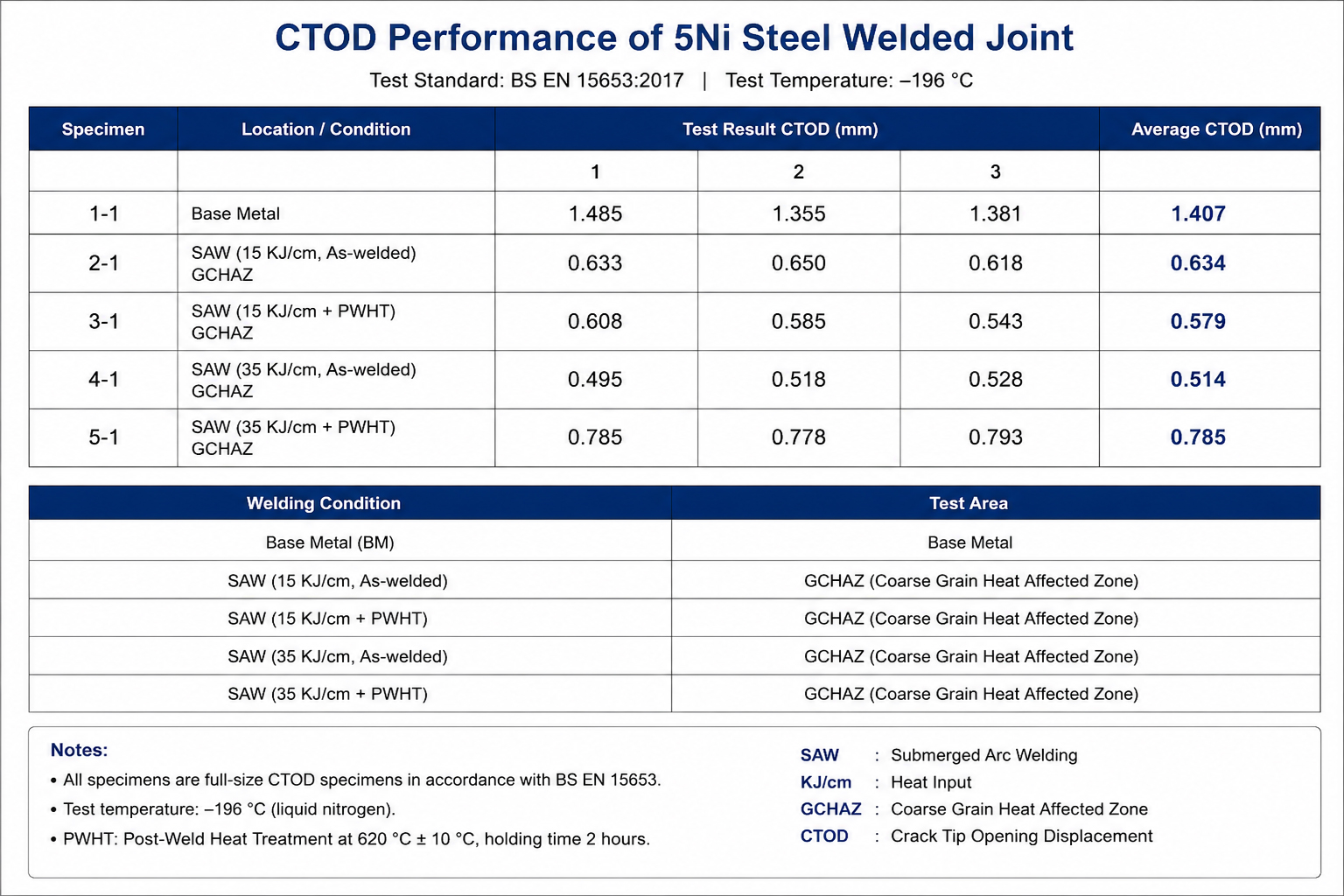
CTOD testing results indicate stable crack-arrest behavior under different submerged arc welding heat-input and post-weld heat-treatment conditions.
Industrial welding qualification programs for 5Ni steel commonly include hardness mapping under different submerged arc welding heat-input conditions such as 15 KJ/cm and 35 KJ/cm procedures.
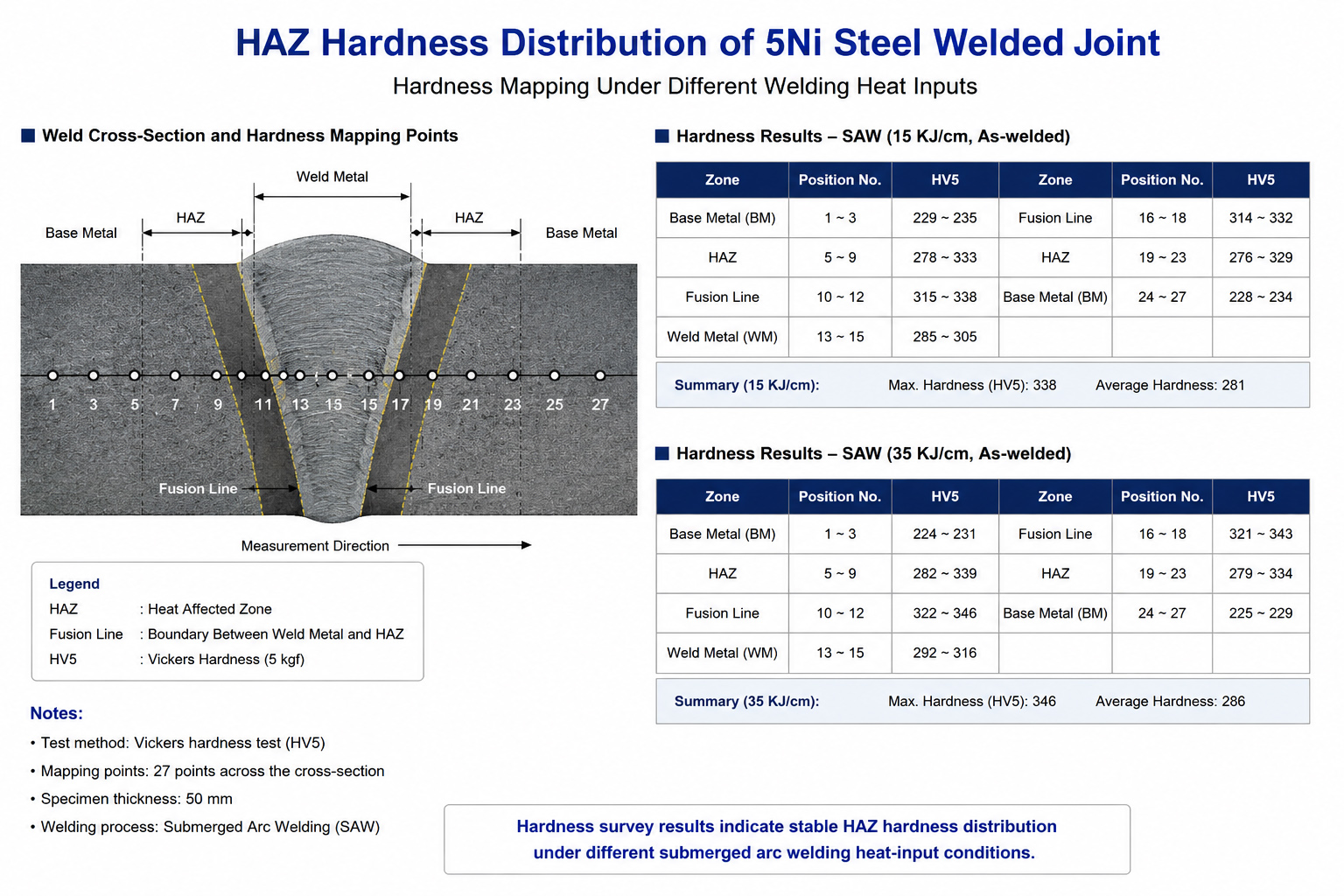
Measured hardness values remained within stable engineering control ranges across weld metal, fusion-line, and heat-affected-zone regions under different submerged arc welding heat-input conditions.
Restraint cracking evaluation is commonly performed for thick cryogenic plate welding procedures where hydrogen-assisted cracking risk must be controlled during restrained fabrication conditions. Industrial testing of 5Ni steel welded joints has included Y-groove crack evaluation under different post-weld heat-treatment conditions and controlled heat-input parameters.
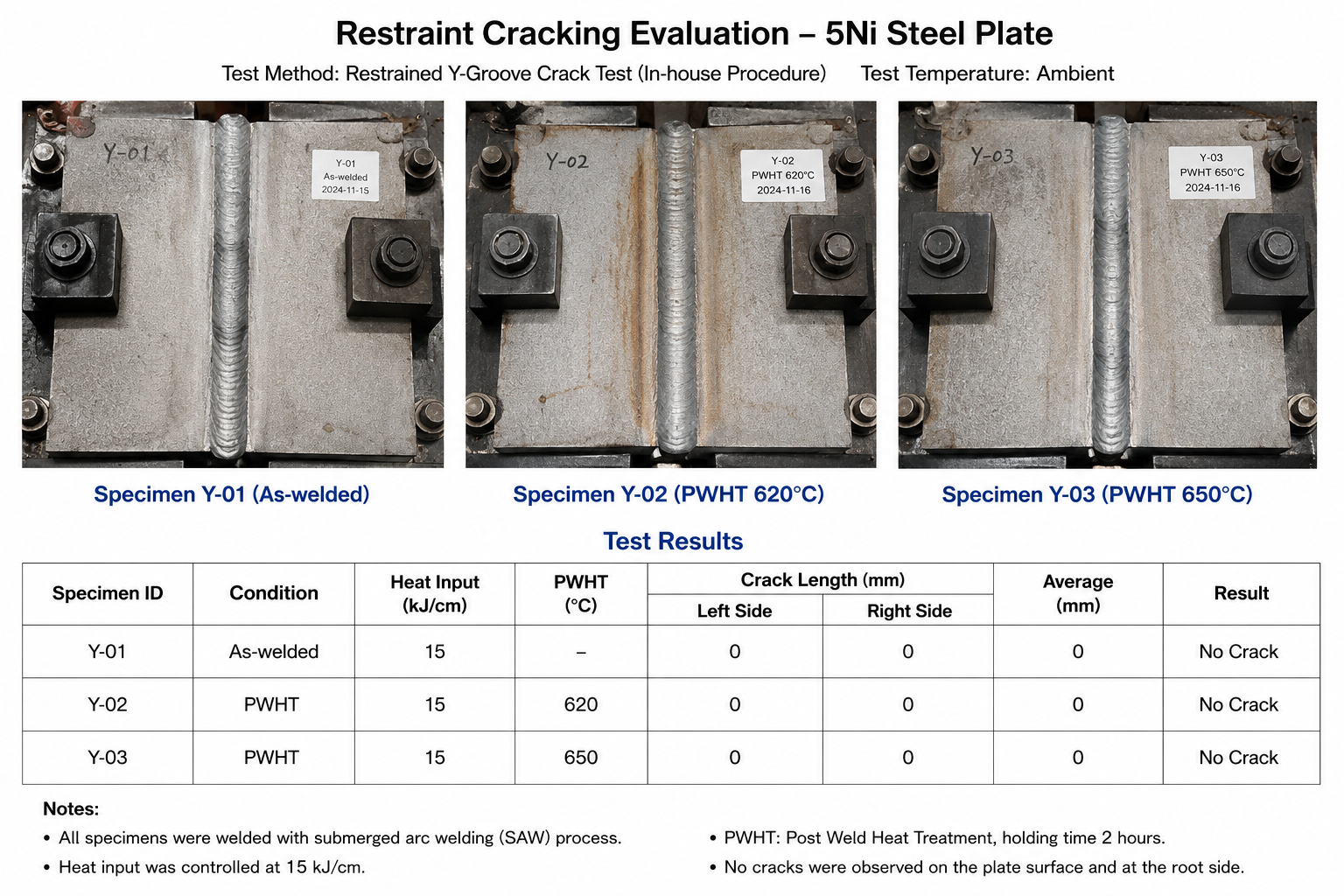
No visible surface cracking or root cracking was observed during restrained Y-groove welding evaluation under the tested conditions.
Residual magnetism control is another fabrication concern for cryogenic nickel steel plates because excessive magnetic attraction during handling or welding may affect weld stability, arc behavior, and field assembly efficiency during large-tank construction.
For cryogenic storage projects, fabrication specifications may require residual magnetic levels below 50 GS before welding. Production control measures for industrial 5Ni steel plates may include vacuum lifting, non-magnetic handling separation, and residual magnetic inspection before shipment.
Residual Magnetism Control During Fabrication
Residual magnetism control is another fabrication concern for cryogenic nickel steel plates because excessive magnetic attraction during handling or welding may affect weld stability, arc behavior, and field assembly efficiency during large-tank construction.
For cryogenic storage projects, fabrication specifications may require residual magnetic levels below 50 GS before welding. Production control measures for industrial 5Ni steel plates may include vacuum lifting, non-magnetic handling separation, and residual magnetic inspection before shipment.
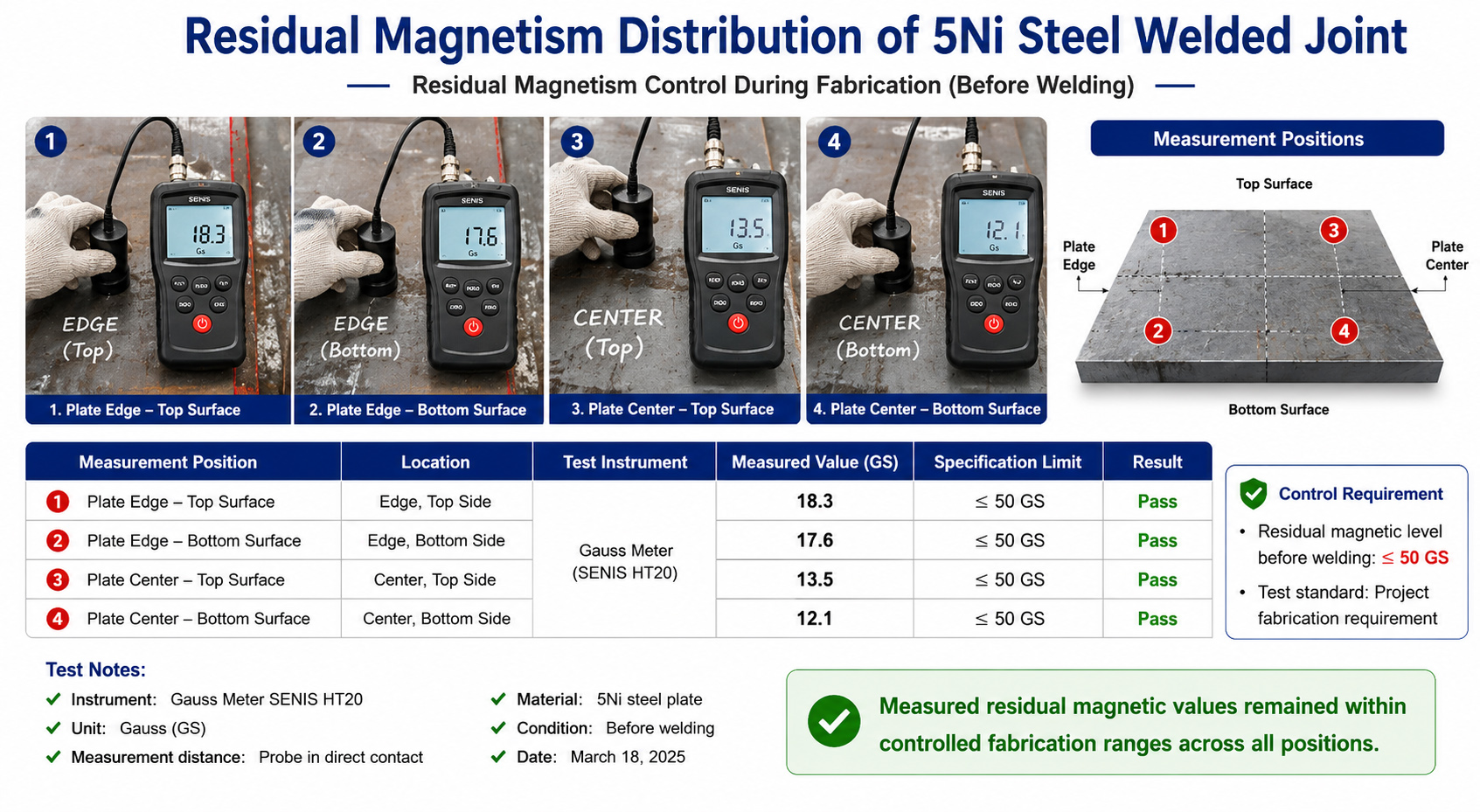
Measured residual magnetic values remained within controlled fabrication ranges across plate-edge and center measurement positions.
Typical Engineering Applications
A645 Grade B steel is mainly used in welded low-temperature pressure vessel and storage systems where toughness, heat-treatment consistency, and weld-zone reliability are required by project specifications.
Typical applications include LPG storage tanks, LEG storage systems, VLEC cargo tanks, marine fuel containment structures, and low-temperature process vessels.
Inspection and Documentation Requirements
For A645 Grade B steel, inspection and documentation are part of the standard acceptance process.
Typical documentation may include MTC, chemical and mechanical test reports, impact test records, heat-treatment records, UT reports, welding qualification records when required, and third-party inspection documents when specified by the project.
| Inspection Item | Typical Requirement | Purpose | Project Acceptance Focus |
| Impact Testing | Low-temperature Charpy testing | Verify cryogenic toughness | Third-party witness testing |
| UT Inspection | Ultrasonic testing of plates | Detect internal discontinuities | Full-area acceptance |
| Heat Treatment Records | Quenching and tempering documentation | Confirm mechanical consistency | Traceable furnace records |
| MTC Documentation | EN 10204 3.1 / 3.2 | Material traceability | Heat and lot mapping |