Your Responsible Supplier Partner for Oil and Gas Products.
LSAW Pipe
Hot Topic




Rencent Articles



Recent Resources



LSAW Pipe
Sizes & Grades: Diameters 16-64 in (406-1626 mm), WT up to 75 mm, API 5L B-X100, PSL1/PSL2.
Standards Compliance: API 5L, ISO 3183, GB/T 9711, ASTM A671/A672, NACE MR0175.
Properties: Yield 245-485 MPa, tensile 415-570 MPa, CVN ≥27 J for toughness.
Manufacturing: JCO forming, multi-wire SAW welding, cold expansion, NDT (UT/RT), hydrostatic test.
Tolerances: OD ±0.005D ends, ovality ≤0.01D, WT ±0.1t, straightness ≤0.2%.
Applications: Oil/gas pipelines, offshore subsea, chemical transport, water mains, mining slurries.
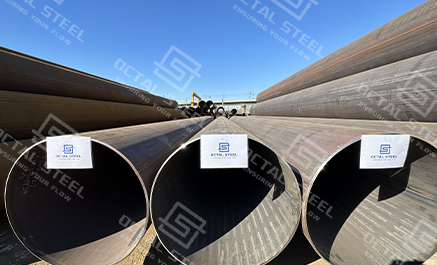
LSAW pipe( Longitudinal Submerged Arc Welded ) is manufactured from steel plate and welded by submerged arc welding along a single straight longitudinal seam, delivering high dimensional precision and reliable seam integrity for demanding service conditions. It is widely used in oil and gas transmission, offshore engineering, and large-scale infrastructure projects where high pressure, temperature variation, and harsh environments require consistent strength and dependable performance.Octal Steel supplies LSAW pipes in diameters ranging from 16 in to 64 in (406 mm to 1626 mm), wall thicknesses up to 75 mm, and grades from API 5L Grade B to X100. With customizable features like 3LPE/FBE coatings, beveled ends, and lengths up to 12.6 m, our pipes are engineered for long-distance pipelines and structural uses, ensuring compliance with global standards and backed by comprehensive testing for worldwide projects. This guide covers LSAW pipe basics, LSAW pipe specifications (OD/WT/tolerance), and key LSAW pipe standards (API 5L / ISO 3183 / GB/T 9711) to help engineers and buyers select the right straight-seam welded pipe for high-pressure projects.
Compliance and Standards
Octal Steel’s LSAW pipes adhere to stringent international and national standards, guaranteeing performance across diverse sectors. Primary specifications include:
- API SPEC 5L (PSL1 and PSL2): For line pipes in oil, gas, and water transport, with PSL2 offering enhanced toughness via Charpy V-notch (CVN) impact testing, hydrogen-induced cracking (HIC), and sulfide stress cracking (SSC) resistance for sour service.
- GB/T 9711-2017: Petroleum and natural gas industries steel pipe for pipeline transportation systems, covering grades L245/B to L690/X100.
- ISO 3183: Harmonized with API 5L for international petroleum and natural gas industries.
- ASTM A671/ASTM A672: Electric-fusion-welded (EFW) and submerged arc welded (SAW) pipes for atmospheric, low-temperature, and high-pressure services.
- GB/T 3091-2015: Welded steel pipes for low-pressure fluid service in civil and utility applications.
- SY/T 5037-2018: Submerged arc welded steel pipes for ordinary fluid transportation, including SSAW alternatives when required.
- Additional standards: NACE MR0175/ISO 15156 for materials in H2S-containing environments, and project-specific requirements.
All products include mill test certificates (MTC) per EN 10204, detailing chemical composition, mechanical properties, and NDT results. Third-party inspections from SGS, BV, or equivalent agencies ensure full traceability and quality verification. For procurement, always state the required LSAW pipe standard and acceptance package in the PO (e.g., API 5L PSL2 + CVN temperature, NDT scope UT/RT, and EN 10204 3.1/3.2 MTC). This avoids re-testing, NCRs, and delays during document approval.
Chemical Composition and Mechanical Properties
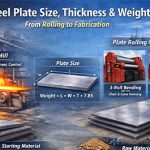
LSAW pipes from Octal Steel are crafted from premium hot-rolled steel plates, with compositions fine-tuned for excellent weld-ability, ductility, and resistance to corrosion and fatigue. Chemical limits promote low carbon equivalents for better weld performance, while mechanical properties support high-pressure operations. These typical values are part of common LSAW pipe specifications for API 5L / GB/T 9711 grades, supporting engineering checks for pressure design, toughness, and field weld-ability.
| Grade | C max (%) | Mn max (%) | P max (%) | S max (%) | Yield Strength min (MPa) | Tensile Strength min (MPa) | Elongation min (%) | CVN Energy (J) at 0°C (PSL2) |
|---|---|---|---|---|---|---|---|---|
| API 5L Grade B (PSL1) | 0.28 | 1.20 | 0.030 | 0.030 | 245 | 415 | 27 | – |
| API 5L X52 (PSL2) | 0.24 | 1.40 | 0.025 | 0.015 | 360 | 460 | 22 | 27 avg / 20 min |
| API 5L X60 (PSL2) | 0.24 | 1.40 | 0.025 | 0.015 | 415 | 520 | 20 | 27 avg / 20 min |
| API 5L X70 (PSL2) | 0.24 | 1.40 | 0.025 | 0.015 | 485 | 570 | 18 | 27 avg / 20 min |
| GB/T 9711 L360 | 0.22 | 1.60 | 0.025 | 0.015 | 360 | 510 | 20 | As per standard |
These values enable service in temperatures from -45°C to 120°C, with PSL2 pipes featuring mandatory NDT and impact testing for superior toughness in sour or arctic conditions.
Manufacturing Process and Quality Assurance
Octal Steel employs an advanced, Industry 4.0-enabled manufacturing process for LSAW pipes, ensuring precision from raw material to final delivery:

Raw Material Preparation
Hot-rolled steel plates or coils from certified mills undergo incoming inspection, including visual, dimensional, and surface checks for defects like laminations. Chemical composition is verified via spectrometry, followed by high-pressure water descaling to remove oxides. Temporary run-in/out tabs are welded for handling, and online ultrasonic testing (UT) scans for internal flaws.
Forming and Pre-Welding
Plates are uncoiled, leveled, and straightened hydraulically. Edge milling creates precise bevels for welding, while pre-bending curves the edges. The core J-C-O forming uses progressive hydraulic presses: J-shape pressing, C-shape bending, and O-shape closing for uniform roundness. Tack welding secures the seam temporarily, with initial UT on the weld for alignment.
Welding and Post-Weld Treatment
Multi-wire submerged arc welding (SAW) applies internal (up to 3 wires) and external (up to 4 wires) seams for full penetration under flux. Slag clean-up removes residues, and tabs are cut off. Cold expansion enlarges the diameter for sizing, enhancing strength. Grinding smooths inner/outer weld beads, followed by dust removal for cleanliness.
Quality Assurance and Testing
Rigorous testing includes hydro-static pressure tests (up to 3000 psi) to verify sealing, end beveling for field welding, and weighing/length measuring. Multiple NDT stages—UT and radio-graphic testing (RT)—detect defects pre- and post-expansion. Final inspections cover visuals, dimensions, and lamination checks on ends. Optional coatings like 3LPE are applied, with adhesion and thickness tests. Mill test certificates (MTC per EN 10204) compile all data, supported by optional third-party inspections from SGS or BV.
Acceptance checkpoints typically include:
Weld seam NDT (UT/RT) reports for the longitudinal seam
Hydrostatic test record
Dimensional report (OD/ovality/straightness)
EN 10204 MTC + heat/plate traceability list
Optional third-party inspection (SGS/BV)

Key Advantages of LSAW Pipe
LSAW pipes offer distinct benefits over other welded pipe types like SSAW or ERW, making them a preferred choice for high-demand applications. Here are the primary advantages:
High Structural Integrity: The single longitudinal seam provides superior strength and pressure resistance, with full-penetration welding ensuring minimal defect risks in high-pressure lines (up to 100 bar).
Large Diameter and Thick Wall Capabilities: Suitable for diameters up to 64 in and walls up to 75 mm, ideal for long-distance transmission where rigidity and load-bearing are critical.
Excellent Dimensional Accuracy: Tight tolerances on OD, ovality, and straightness reduce installation issues, improve flow efficiency, and minimize welding defects in field joints.
Enhanced Toughness and Durability: Grades like API 5L X70 offer high yield strength and impact resistance (CVN ≥27 J), performing well in sour service, low temperatures (-45°C), or seismic zones.
Cost-Effective for Long Runs: Fewer seams mean faster production and lower material waste, with options for coatings like 3LPE extending service life beyond 50 years in corrosive environments.
Versatility in Applications: Excels in offshore sub sea lines, onshore trunk pipelines, and structural piling, with adaptability for custom coatings or insulation.
When comparing LSAW vs other pipe types, buyers typically choose LSAW for straight-seam integrity and tight tolerances in high-pressure lines, while SSAW is often considered for very large diameters and ERW for smaller sizes. If your team is evaluating seamless vs welded pipe, the decision usually comes down to design code, service severity, and the required testing/traceability package.
Applications
LSAW pipes are versatile for high-demand scenarios:
- Oil and Gas Transmission Pipelines: Used in long-distance onshore and offshore trunk lines for crude oil, natural gas, and refined products. Grades like X70 PSL2 handle high pressures (up to 100 bar) and sour service, with coatings preventing corrosion in aggressive soils or sub sea conditions. Examples include cross-country networks in the Middle East or North America, where seam strength reduces leak risks.
- Offshore Engineering and Sub sea Systems: Essential for risers, flow-lines, and platform jackets in deep-water projects. The pipes withstand hydrodynamic forces, waves, and currents, with options for concrete weight coating (CWC) for negative buoyancy. Applications span Gulf of Mexico platforms or North Sea installations, where HIC/SSC resistance protects against H2S exposure.
- Chemical and Petrochemical Industries: Transport corrosive feed-stocks, acids, and slurries in refineries and processing plants. Low-carbon grades resist sensitization, while internal coatings ensure product purity. Common in ethylene crackers or ammonia lines, where precise tolerances aid in flange connections.
- Infrastructure and Water Management Projects: Large-diameter LSAW pipes serve as water mains, desalination conduits, and sewage systems. They handle high volumes in urban utilities or irrigation networks, with epoxy linings for potable water compliance (e.g., NSF/ANSI 61). Structural uses include bridge pilings and tunnel linings, leveraging high yield strength for load-bearing.
- Mining and Industrial Slurries: Convey abrasive materials like coal slurry or mineral tailings, where thick walls and wear-resistant coatings extend life in harsh, erosive conditions.
- District Heating and Energy Infrastructure: Insulated LSAW pipes distribute hot water or steam in urban heating systems, with thermal barriers maintaining efficiency.
- Seismic and Harsh Environment Installations: In earthquake-prone areas like the Pacific Ring of Fire, the ductility and straight seam reduce fracture risks during ground shifts.
Why Choose Octal Steel
Octal Steel pioneers LSAW pipe solutions with ISO 9001 and API Q1 certified facilities, leveraging stable process control for precision manufacturing and consistent weld seam quality. From steel grade selection to coating/lining systems, we customize supply to match project risk points, and we support global deliveries with organized documentation packs and inspection coordination to help EPC and owners close acceptance faster.
LSAW pipe suppliers
For buyers evaluating LSAW pipe suppliers, output capacity is only the starting point—what determines whether materials move smoothly through EPC/owner review is the supplier’s QA system and document execution. With ISO 9001 and API Q1 certified operations, Octal delivers an acceptance-ready set that typically includes EN 10204 3.1/3.2 MTC, weld seam NDT reports (UT/RT as specified), hydro-test records, and a traceability list aligned to the governing standard (e.g., API 5L / ISO 3183 / GB/T 9711). For projects with strict hold points, we can also coordinate third-party inspection (SGS/BV) so the same manufacturing and inspection evidence is packaged in the format owners expect—reducing re-submissions and site delays.
LSAW pipe price
LSAW pipe price is mainly driven by steel plate cost, grade (for example API 5L X60/X70), OD/WT, PSL level and testing scope, coating/lining, order quantity, and delivery schedule. Octal’s advantage is helping you lock scope early—grade/PSL, coating system, end prep, and the required documentation level (3.1/3.2 MTC + NDT/hydro-test requirements)—so pricing is based on a like-for-like acceptance package rather than assumptions. Send OD, WT, grade/PSL, required standard, coating/lining, end finish, quantity, delivery window, and inspection/document requirements, and we’ll return a quote that matches the compliance scope and avoids later cost changes caused by upgraded testing or missing documentation.
FAQ
Q1: What is LSAW pipe?
A1: LSAW pipe (Longitudinal Submerged Arc Welded pipe) is a straight-seam welded steel pipe made from steel plate, formed into a cylinder and welded along one longitudinal seam using submerged arc welding.
Q2: What is LSAW pipe used for?
A2: LSAW welded steel pipe is commonly used for high-pressure oil & gas transmission, offshore/onshore pipeline projects, and other applications that require tight dimensional control and reliable weld seam performance.
Q3: What standards are most common for LSAW pipe?
A3: Typical LSAW pipe standards include API 5L, ISO 3183, and GB/T 9711 for line pipe, plus project-specific requirements such as sour service and additional testing depending on the application.
Q4: LSAW vs SSAW vs ERW—how do I choose?
A4: Choose LSAW when you need strong straight-seam integrity and tighter tolerances for higher-pressure service; consider SSAW for very large diameters and economical long runs; use ERW mainly for smaller-to-medium sizes where high-frequency welding is suitable and project specs allow.
The resource belongs to the product
Welded Steel Pipe
Click permalink to view detail & more descripton.
Social Share






