Your Responsible Supplier Partner for Oil and Gas Products.
API 5CT L80 Casing and Tubing Pipe Specification
Hot Topic




Rencent Articles



Recent Resources


API 5CT L80 Casing and Tubing Pipe Specification
• Standards: API 5CT
• Grades: L80-1, L80 9Cr, L80 13Cr, J55/K55, N80, P110
• Production Specification Level: PSL1, PSL2, PSL3
• Stock Available: Yes
• Manufacturing process: Seamless, ERW (Optional only for L80-1)
• Casing pipe dimension: 4-1/2” to 20”
• Tubing dimension: 1.050” to 4-1/2”
• Coupling thread: BTC, LTC, STC, EUE, NU, premium connections threads, HYD, and equivalent.
• Length: R1, R2, R3
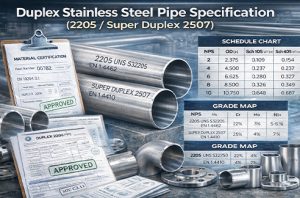
API 5CT L80 casing and tubing include grades L80-1, L80 9Cr (Cr 8%-10%), L80 13Cr (Cr 12%-14%), L80, minimum tensile strength 655 Mpa, yield strength 552 Mpa to 655 Mpa, it is a medium strength grade higher than J55/K55, and similar with N80 (YS 552 Mpa to 758 Mpa, TS 689 Mpa), L80 pipes has been used in oil well establishment, drilling and producinging oil and gas industries.
API 5CT Grade L80 includes L80-1, L80 13Cr, L80 9Cr
In this standard when the symbol L80 is used alone it covers Grades L80 Type 1, L80 9Cr (Chromium content 8% to 10%) and L80 13 Cr (Chromium content 12% to 14%).
API 5CT L80 13Cr Casing
L80 identification of color band
One red, one brown marked for L80-1. Pipe marked with L.
One red, one brown, two yellow marked for L80 9Cr. Simplified marking L9.
One red, one brown, one yellow marked for L80 13Cr. Simplified marking L13.
Special clearance couplings shall also have a black band.
Seal-ring coupling shall also have a blue band.
API 5CT Standard Scope
API 5CT standard specifies the technical delivery conditions for steel pipes (casing, tubing and pup joints), coupling stock, coupling material and accessory material and establishes requirements for three Product Specification Levels (PSL-1, PSL-2, PSL-3). The requirements for PSL-1 are the basis of this Standard. The requirements that define different levels of standard technical requirements for PSL-2 and PSL-3, for all Grades except H-40, L-80 9Cr and C110, are contained in Annex H.
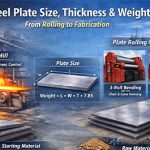
For pipes covered by this Standard, the sizes, masses and wall thicknesses as well as grades and applicable endfinishes are listed in API 5CT Tables C.1 and C.2 and Tables E.1 and E.2.
In practice, L80-1 is commonly used as a medium-strength choice when general oilfield service is required and alloyed corrosion resistance is not the primary driver. L80 9Cr and L80 13Cr are selected when corrosion mitigation becomes a governing factor, with chromium-bearing variants typically used to improve resistance performance in specific reservoir fluids compared with carbon-grade alternatives. Because service requirements vary by well, the L80 grade family is frequently specified together with explicit inspection scope (NDE level, impact, hardness limits) and connection acceptance requirements under the API 5CT framework.
Where connection sealing and make-up control are critical, thread definitions, gauging references, and inspection practice can be cross-checked in API Coupling and Threads for Casing & Tubing (OCTG Coupling) to ensure alignment between casing/tubing ends, couplings, and the required connection family.
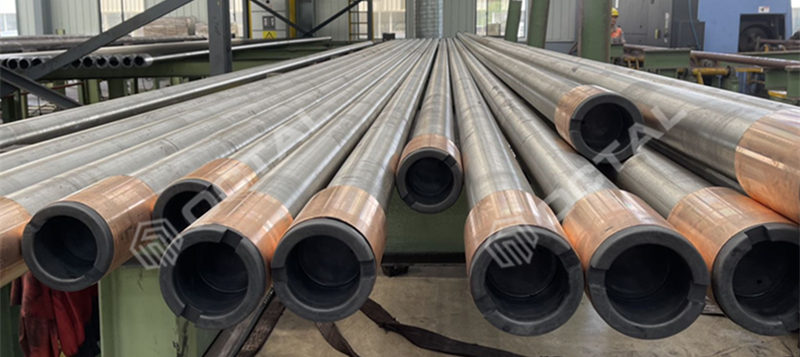
API 5CT L80 casing and tubing manufacturing types
L80-1 manufacturing types in seamless or welded EW and most generally made in seamless.
L80 9Cr, L80 13Cr only could be made in seamless.
Heat treatment methods for L80 pipes
Heat treatment is required for all L80 grade pipes.
L80-1 shall be heat treated with full-body, full-length, as per API 5CT 10th edition quenched and tempered (simplified with Q) shall be adopted to the products. L80 9Cr, L80 13Cr could be air-quenched.
Group 2
When requested by the purchaser, manufacturer shall produce evidence to show that the tempering practice will result in the pipe attaining the minimum tempering temperature.
Grade L80 13Cr may be subject to embrittlement when tempered below 620 ℃ (1150℉).
Reference Inspection for L80-1, L80 9Cr, L80 13Cr Casing and Tubing
Visual inspection for pipe surface
• Dimension check
• Mechanical test on tensile strength, yield strength and elongation
• Chemical analysis
• NDT test including Magnetic particle, Ultrasonic Test, Hydro-static Test
• Charpy impact test
• Flattening tests
• Hardness test
• Drift test
• Thread ends check with thread gauge and coupling check
For L80 procurement, verification is commonly established through a traceable documentation package that matches the purchase order requirements and the selected PSL level. Typical deliverables include heat treatment identification, mechanical test reports (yield/tensile/elongation), hardness verification where specified, NDE records per the required method and acceptance level, and dimensional reports. When threads and couplings are included, thread gauging and coupling fit-up verification provide an additional acceptance checkpoint for casing/tubing string integrity.
For buyers aligning multiple strings in one well program, linking grade selection and acceptance scope back to API 5CT Casing and Tubing Specification helps standardize RFQ fields and reduces mismatch risk across casing, tubing, and coupling requirements.
None Destructive Test
For Grade N80Q, L80, R95 required full-body, full-length NDE of casing and tubing. All pipe shall be inspected for the detection of longitudinal imperfections on the outside and inside surfaces to accepted by level L4 by one or more of the following methods:
a) Ultrosonic testing in accordance with ISO 9303 or ASTM E213;
B) Flux leakage testing in acoordance with ISO 9402 or ASTM E570;
c) Eddy current concentric coil testing in accordance with ISO 9304 or ASTM E309;
d) For pipe outside surface, magnetic particle inspectoin in accordance with ISO 13665 or ASTM E709.
Bare steel thread protectors shall not be used on Grade L80 Types 9Cr and 13Cr Tubulars.
Surface Condition – Grades L80 9Cr and L80 13Cr
The internal surface of the pipe shall be free from scale after the final heat treatment.
Additional requirements for PSL-2 and PSL-3 products are specified in API 5CT Annex H.
API 5CT Grade L80 Casing Pipe:
As we know steel casing pipe is considered as a pipe pile that will stabilize the oil well. L80 Casing is installed in oil well downhole to provide structural integrity to the wellbore and bear external-collapse pressure from rock formations and internal-yield pressure from fluid and gas. It needs to take pressure from its own weight and withstand the torque and transaxial pressure placed on it while running downhole.
API 5CT L80 Tubing:
L80 Tubing placed inside the casing used to transport crude oil or natural gas from the source rock to the ground wellhead. Inside tubing is sucker rods, which used for pumping oil and gas.
Chemical Composition
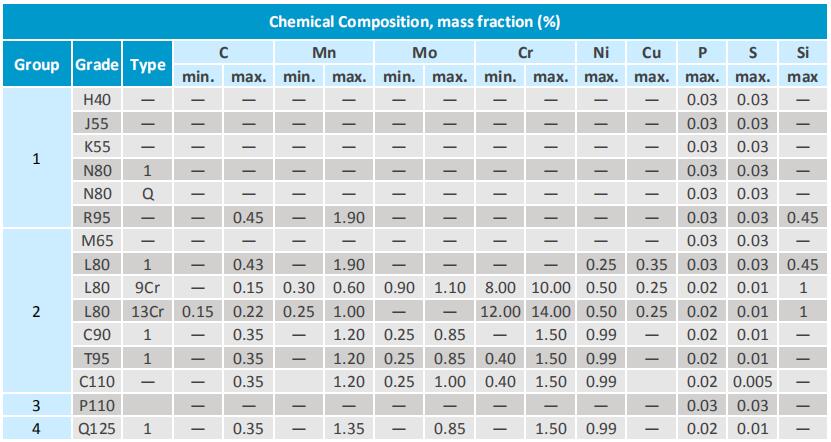
The carbon content for L80 may be increased up to 0,50 % maximum if the product is oil-quenched.
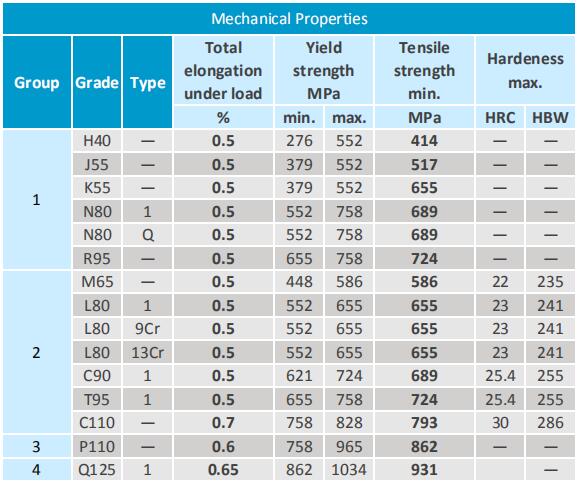
Mechanical Properties
Connection type, ends and Couplings
Casing and tubing ends type are different where for casing usually BTC and tubing with EUE or NU, threads comply with API 5B.
Connection compatibility is a primary interface between casing and tubing programs because sealing reliability is controlled by thread geometry, make-up practice, and acceptance criteria. Standard options such as BTC (buttress) for casing and EUE/NU for tubing establish the baseline connection families, while premium connections may be specified when tighter leak resistance, gas-tight performance, or higher torque capacity is required by the well envelope. Thread gauging references, inspection instruments, and acceptance practice can be reviewed in API Coupling and Threads for Casing & Tubing (OCTG Coupling) for consistent verification across casing, tubing, and couplings.
L80 tubing connections with regulare and special clearance
EUE: External upset, tubing ends have an exeternal upset with a larger diameter and thickness than tubing body
NU: Non upset, tubing ends same diameter and thickness with tubing body
L80 casing pipe connection types
Common use connection BTC, buttress thread marked with BC
LC: Long round thread
SC: Short round thread
Premium connections like HYD, and other gas tight thread
Customized connection threads as per client requirement
Dimension and tolerances
Length Range:
R1: 4.88 to 7.62 meters, permissible variation max 1.83 meters, and permissible length min 5.49 meters.
R2: 7.62 to 10.36 meters.
R3: 10.36 to 14.63 meters.
Outer diameter tolerance:
For pipes below 4-1/2 inch, tolerances +/- 0.79mm or 0.031 inch
For pipes equal and above 4-1/2 inch, tolerances +1% and -0.5% of pipe diameter
Wall thickness tolerance – 12.5%.
Imperfections:
Maximum permissible depth of linear imperfections, external and internal imperfections 12.5 of wall thickness. In case required 5% also could be adopted for P110 grade.
Octal supply range for P110 casing and tubing
• Standards: API SPEC 5CT L80-1, L80 9Cr, L80 13Cr Casing and Tubing
• Grades: L80-1, L80 9Cr, L80 13Cr
• PSL level: PSL1, PSL2, PSL3
• Stock Available: Yes
• Manufacturing process: Seamless, ERW (ERW Option ony for L80-1, not applied to L80 9Cr or L80 13Cr)
• P110 Casing and Tubing Outer Diameter: 2-3/8”, 2-7/8”, 3-1/2”, 4-1/2”, 5-1/2”, 6-5/8”, 7”, 7-5/8”, 7-3/4”, 8-5/8”, 9-5/8”, 10-3/4”, 11-3/4”, 13-3/8”, 16”, 18-5/8”, 20”
• Thickness: 4 LB/FT to 106.59 LB/FT, 0.244” to 0.875”
• Coupling thread: BTC, Buttress (Regular, Special bevel or special clearance), LTC, STC, premium connections threads.
• Length: R1, R2, R3, customized
FAQ
Q1: What is the difference between L80-1, L80 9Cr, and L80 13Cr in API 5CT?
A1: They are all within the L80 grade family, but they differ by alloying and typical corrosion resistance expectations. L80-1 is the Type 1 variant, while 9Cr and 13Cr variants include chromium-bearing chemistry intended for specific corrosion-related service envelopes.
Q2: When is L80 commonly specified for casing and tubing programs?
A2: L80 is commonly specified when a medium-strength grade is required and the service envelope includes corrosion considerations or defined verification scope under API 5CT (PSL level, NDE, hardness and impact requirements where applicable).
Q3: Are L80 9Cr and L80 13Cr available as welded pipe?
A3: In many specifications and common supply practice, L80 9Cr and L80 13Cr are typically supplied as seamless, while ERW may be available for L80-1 depending on purchase order and standard constraints.
Q4: Why is thread inspection important for L80 casing and tubing?
A4: Thread sealing and make-up control directly affect leak resistance and integrity under downhole loading and pressure variation. Gauging practice and inspection references can be cross-checked via API Coupling and Threads for Casing & Tubing (OCTG Coupling).
Q5: Where can the standard scope and PSL requirements for L80 be confirmed?
A5: The standard framework and PSL requirements are summarized in API 5CT Casing and Tubing Specification, while product-level casing and tubing options can be reviewed via Steel Casing Pipe API 5CT and OCTG Tubing, API 5CT Tubing.
The resource belongs to the product
Steel Casing Pipe API 5CT
Click permalink to view detail & more descripton.
Social Share





