Your Responsible Supplier Partner for Oil and Gas Products.
How Does a Jaw Crusher work
How Does a Jaw Crusher work

A jaw crusher reduces material by compression. Feed enters the crushing chamber from the top, is gripped between a fixed jaw and a moving jaw, and is compressed repeatedly as it moves downward through the chamber. Large lumps are broken first near the top. As the crushed material drops lower, it is squeezed again until the particle size becomes small enough to pass through the bottom opening. This is why a jaw crusher is normally used for primary crushing. Its job is to take large feed and reduce it to a manageable size for the next stage, not to produce final-shaped aggregate in one pass.
In actual operation, the working principle is more than a simple fixed jaw and moving jaw arrangement. It is a continuous process of gripping, compressing, releasing, and discharging material through a narrowing chamber. Stable crushing depends on how the chamber geometry, jaw motion, discharge setting, feed size, feed distribution, and material condition work together. If these factors are not matched properly, the crusher may still run, but capacity, discharge size, and wear pattern will quickly move away from the target.
How a Jaw Crusher Works
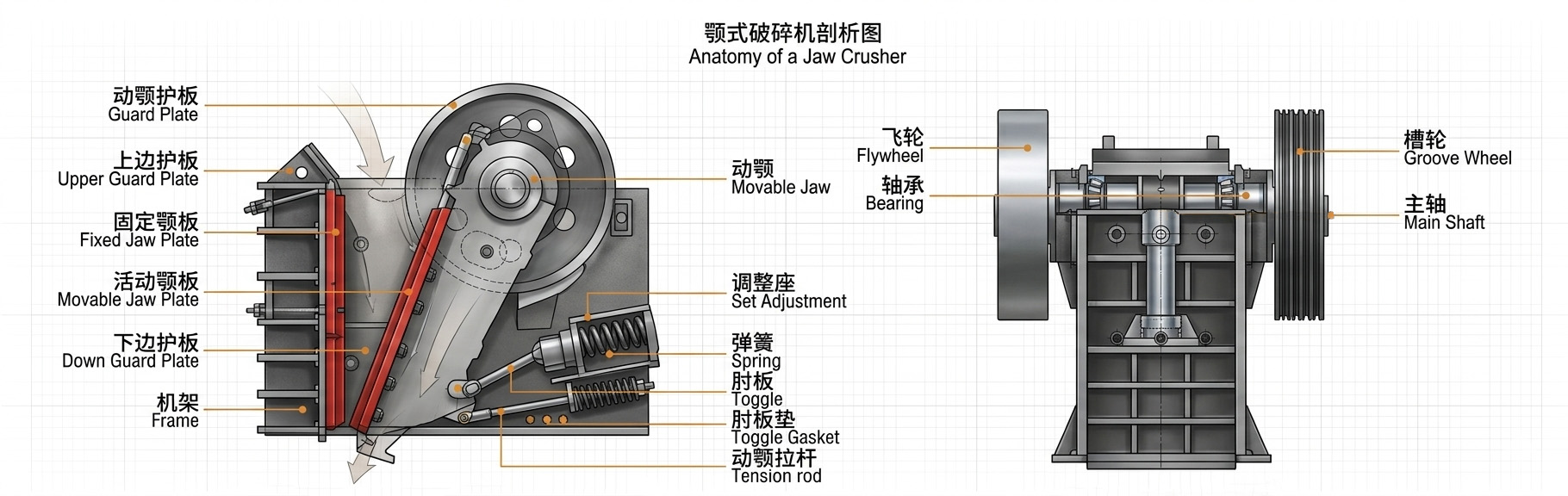
The crushing chamber is formed by two jaw plates: one fixed and one moving. Material falls into the upper part of the chamber and is caught between these two surfaces. During the forward stroke, the moving jaw pushes material against the fixed jaw and breaks it by compressive force. During the return stroke, the crushed material drops deeper into the chamber under its own weight. This cycle repeats continuously.
The chamber narrows from top to bottom. That narrowing is important. It means the crusher does not break all material at one point. Instead, the reduction is progressive. Coarse feed is first crushed near the top, then reduced further as it travels downward. Final discharge happens only when the particle size becomes small enough to pass through the lower opening. In practical terms, jaw crushing is controlled reduction plus controlled discharge.
Jaw Crusher Working Principle
Main Components and Their Functions
The working principle becomes clearer when each major component is understood in its actual role.
| Component | Main Function |
|---|---|
| Fixed jaw | Provides the stationary crushing surface |
| Moving jaw | Applies compressive force to the feed |
| Jaw plates | Form the crushing surfaces inside the chamber |
| Eccentric shaft | Generates the movement of the moving jaw |
| Flywheel | Stores and smooths rotational energy |
| Toggle plate | Transmits force and supports crushing motion |
| Discharge adjustment | Controls the lower opening and product size |
These parts do not work independently. They form one crushing system. If the chamber, motion, and discharge adjustment are not matched correctly, the machine may still run, but it will not crush efficiently.
Crushing Motion
Most industrial jaw crushers used in quarrying, mining, and aggregate plants are single-toggle jaw crushers. In this design, the eccentric shaft is mounted at the top of the crusher. As it rotates, it drives the moving jaw in an elliptical or chewing-type motion. The toggle plate transmits force and helps convert rotary motion into the crushing action needed inside the chamber. The flywheel stores rotational energy and helps the crusher run more smoothly through each cycle.
A double-toggle jaw crusher uses a different motion path and force transmission layout. It is mechanically different from a single-toggle machine, even if the feed opening looks similar on paper. That difference can affect crushing motion, capacity behavior, and maintenance arrangement. In plant selection, the machine should be evaluated by its actual motion and chamber design, not by opening size alone.
Feed Opening and Maximum Feed Size
When selecting a jaw crusher, one of the first things to check is not motor power, but the match between the feed opening and the actual top-size feed. The feed opening shows the geometric size the crusher can take, but the maximum feed size is the more practical value because it reflects what the chamber can accept continuously without choking, bridging, or losing efficiency.
If the feed is too close to the opening limit, the problem usually appears at the top of the chamber first. Large lumps may sit across the opening instead of dropping cleanly into the crushing zone, or they may enter at the wrong angle and reduce how effectively the chamber is filled. In actual plant operation, this often shows up as unstable feeding, poor chamber utilization, uneven load on the crusher, and repeated interruption at the inlet. The machine may still be mechanically normal, but the crushing process becomes less stable because the feed is no longer moving through the chamber in the way the design expects.
This is why feed opening should not be read as a simple catalog figure. It has to be checked together with the largest stone size, feed gradation, and the way material is presented into the crusher. If the opening is too small for the real feed, the crusher will spend more time fighting the top of the chamber than crushing efficiently through the full cavity.
| Item | What it means in practice | What happens if it is not matched properly |
|---|---|---|
| Feed opening | The geometric entry size of the crusher chamber | If too small, large lumps may bridge or block the top of the chamber |
| Maximum feed size | The largest feed size the crusher can handle reliably in continuous operation | If too large, feeding becomes unstable and chamber utilization drops |
| Feed gradation | The size distribution of the material entering the crusher | Poor gradation can reduce crushing efficiency and create uneven chamber loading |
| Feed presentation | How the material is introduced into the chamber | Poor feeding angle or uneven distribution can cause localized wear and unstable throughput |
| Top-of-chamber condition | How easily the feed drops into the crushing zone | Oversized or poorly presented feed often causes choking, bridging, or repeated inlet interruption |
Closed-Side Setting
The closed-side setting (CSS) is the smallest distance between the jaw dies at the bottom of the crushing chamber. In practical terms, it is the main setting that controls how coarse or how fine the crushed material can leave the crusher.
A smaller CSS usually gives a finer top-size product because the material has to stay in the chamber longer before it can pass through the bottom opening. A wider CSS allows larger particles to discharge earlier, so the product becomes coarser. But CSS does much more than change the final size. It also changes how the entire chamber works during crushing.
Typical Effect of CSS on Jaw Crusher Operation
| Operating factor | When CSS is tightened | When CSS is opened |
|---|---|---|
| Product size | Becomes finer | Becomes coarser |
| Material retention in chamber | Longer | Shorter |
| Chamber flow | Slower | Easier / faster |
| Capacity | May decrease | May improve |
| Power draw | May increase | May become more stable |
| Jaw wear | May increase if the setting is too tight | May shift because the crushing work is distributed differently |
A simple example makes this easier to understand. If two jaw crushers have the same feed opening and are fed with the same stone, but one is set at a tighter CSS and the other at a wider CSS, the tighter machine will normally produce a smaller top-size product. However, it may also show lower throughput and higher wear if the feed contains too much fine material or if the chamber is not being fed evenly. The wider setting may give higher capacity, but the discharge will be coarser and may no longer suit the downstream screen or secondary crusher.
This is why CSS should never be discussed as a size number alone. The same nominal jaw crusher can behave very differently if the CSS, jaw profile, feed gradation, and material condition are different. In actual plant operation, output size is not controlled by jaw movement alone. It is controlled by the relationship between chamber shape, discharge setting, and how the material moves through the crusher.
Stroke and Nip Angle
The feed must not only be squeezed. It must also be gripped correctly and pulled into the chamber. That is where stroke and nip angle matter.
Stroke is the amount of movement the moving jaw makes between its nearest and farthest positions relative to the fixed jaw. It affects how aggressively material is gripped, how fast it moves through the chamber, and how strongly it is compressed.
Nip angle is the angle between the fixed jaw and the moving jaw at the point where material is being gripped. If the nip angle is too large, the feed may not be drawn into the chamber efficiently. Instead, it may slip, grind, or rise during the crushing cycle. That can reduce capacity and increase wear on the jaw dies.
Stroke and nip angle help explain why two jaw crushers with similar sizes can behave differently on the same rock. The machine’s motion geometry directly affects how efficiently material is gripped and crushed.


Capacity Factors
Jaw crusher capacity is not determined by motor power alone. Real capacity depends on several factors working together:
- feed size distribution
- feed opening
- closed-side setting
- stroke
- feed arrangement
- bulk density
- moisture and clay content
- material hardness and abrasiveness
- discharge condition below the crusher
If feed is introduced evenly and the chamber stays properly filled, the crusher usually performs more steadily. If feed is oversized, uneven, highly wet, or loaded with excess fines, the same machine can show lower output and higher wear even without any mechanical defect.
Capacity loss is often blamed on the crusher itself, but the first problem is frequently the feed system. When material is not fed evenly across the chamber, or when the feed contains too much fines, oversized lumps, or sticky material, the crusher may show lower throughput, uneven chamber loading, and unstable power draw even though the machine is mechanically normal. A jaw crusher performs best when the feed enters the chamber in a stable, well-distributed, and controlled manner.


Suitable Materials
Jaw crushers are generally best suited to hard, abrasive, and relatively dry or non-sticky materials, especially where the main task is primary size reduction rather than final shaping. What matters is not only whether the material is hard enough to break, but whether it can move through the chamber in a stable way after each crushing stroke.
Jaw Crusher Material Suitability
| Suitability | Typical Materials | Main Operating Note |
|---|---|---|
| Good | Granite, basalt, quarry rock, iron ore, limestone, gravel | These materials are usually easy to grip and reduce by compressive crushing, with stable chamber flow under normal feeding conditions. |
| Generally suitable | Recycled concrete, demolition feed with manageable contamination | These can be processed effectively when the feed is reasonably clean and does not contain too much sticky fines, asphalt, or mixed debris. |
| Poor / limited | Wet clay-rich feed, plastic clay, marl with high moisture, sticky soil mixed with rock, asphalt-rich demolition feed, muddy feed with coating fines | The main problem is usually flow, not strength. Material may pack, bridge, smear on the jaw plates, or discharge poorly at the bottom opening. |
A jaw crusher becomes difficult to run when the feed carries too much moisture, plastic clay, or sticky fines. Under those conditions, the material may no longer move downward freely after each crushing cycle. Instead of being gripped, compressed, released, and discharged in a stable sequence, it may begin to block the inlet, coat the jaw plates, or reduce the effective crushing space inside the chamber.
For that reason, material suitability should be judged not only by hardness, but also by moisture, stickiness, fines content, and how easily the material can flow through the chamber during continuous crushing.
Common Operating Mistakes
Several misunderstandings appear often in jaw crusher operation. Most of them are not caused by a single defective part, but by using the crusher with the wrong expectation or under the wrong feed and setting conditions.
Common Jaw Crusher Operating Mistakes
| Common Mistake | What It Means in Practice | Likely Result |
|---|---|---|
| Treating the crusher as an impact machine | Assuming the material is broken mainly by striking force rather than by compression between the jaw plates | Wrong expectation of breakage behavior and product shape |
| Using CSS as the only control variable | Adjusting the closed-side setting without considering feed size, chamber condition, or downstream requirements | Smaller product may come with lower capacity, higher wear, or unstable flow |
| Ignoring feed condition | Running sticky, wet, or clay-rich feed as if it were dry, free-flowing hard rock | Chamber packing, bridging, poor discharge, and unstable crushing |
| Judging performance only by motor power | Expecting a larger motor to solve poor crushing without checking feed opening, chamber geometry, and setting | Power may be available, but output and efficiency still remain poor |
| Expecting final product shape from the jaw alone | Using the jaw crusher as if it were a shaping machine instead of a primary reduction machine | Discharge may be reduced in size but still not meet final shape requirements |
FAQ
Q1: What is the difference between PE and PEX jaw crushers?
A1: PE jaw crushers are generally used for primary crushing with larger feed openings and higher feed acceptance, while PEX jaw crushers are more often used for secondary or finer crushing with smaller discharge ranges.
Q2: Why can jaw crusher capacity drop even when the machine is mechanically normal?
A2: Capacity often falls because of uneven feeding, oversized lumps, excess fines, sticky material, or poor discharge flow below the crusher. In many cases, the problem starts with the feed condition or feed arrangement, not with a damaged main component.
Q3: What should be checked before choosing a jaw crusher model?
A3: The main checks are feed opening, maximum feed size, target discharge range, capacity requirement, material hardness, moisture/stickiness, and whether the crusher is used for primary or secondary reduction.
Q4: Why does the same jaw crusher model show different results on different materials?
A4: Because jaw crusher performance is strongly affected by rock hardness, abrasiveness, moisture, fines content, and how the material moves through the chamber. The model may be the same, but the actual crushing behavior can change a lot with different feed conditions.






Tags:CrusherJaw Crusher
Related Products


Recent Faqs





Rencent Articles




Hot Topic



Custom Posts
Octal is located in China recognized as a leading supplier, distributor, and manufacturer union in providing piping solutions for oil and gas company. Product ranges in Steel Pipe, Casing and Tubing, Steel Plate, Sucker Rod, Steel Pipe Fittings, Valves, and Equipment for pipelines.
Contact Info
Unit 2544, 25/F, Tower A, Wanda Plaza, Wenfeng District, Anyang, Henan, China & Building A, No.18 Dirun Road, Zhengdong New District, Zhengzhou, Henan, China
+86 372 2157660 / +86 186 3727 1277
[email protected]